progettare 375
•
OTTOBRE
2013
77
Oggi più che mai, la fornitura di com-
ponenti alleprincipali aziendeautomo-
bilistiche non lascia spazio ad errori.
Perquestomotivo,MiniaturePrecision
Components (MPC) utilizza tre sensori
di visione per garantire l’assenza di er-
rori dall’assemblaggio automatizzato
di tappi dell’olio presso il suo stabili-
mentoaPrairieduChien, nelWinscon-
sin (USA). Grazie a 41 macchine per
lo stampaggio con dimensioni com-
prese tra 25 e 550 tonnellate, questo
stabilimento di 100.000 metri quadrati
impiega circa 450 dipendenti. I quattro
stabilimenti produttivi MPC generano
ricavi di circa 167 milioni di dollari
l’anno dalla fornitura di componenti e
assemblaggi stampati a iniezionedi al-
ta qualità a industrie automobilistiche
e commerciali. Oltre ai tappi dell’olio,
nello stabilimento viene prodotta una
serie di componenti e assemblaggi
termoplastici, tra cui si annoverano
valvole di controllo pressione, allog-
giamenti per termostati e porte di
collegamento rapido per i sistemi di
controllo delle emissioni.
La qualità attraverso l’automazione
“L’automazione è sinonimo di qualità,
e i sistemi di visionesonostati uncom-
ponente chiave della nostra strategia
negli ultimi sette anni”, spiega Shane
Harsha, direttore tecnico MPC.
Un sistema di assemblaggio auto-
matizzato di tappi dell’olio ne è un
esempio. In MPC, il funzionario che
si occupa della strumentazione e
dell’automatizzazione, Brian Cham-
pion, ha recentemente aggiunto alla
tradizionale strumentazione i sen-
sori di visione Checker di Cognex.
L’aggiornamento si è dimostrato
estremamente vantaggioso in ter-
mini economici e ha migliorato la
ripetibilità, per offrire una produzione
di tappi dell’olio privi di difetti e più
efficiente.
Il sistema di assemblaggio dei tappi
per l’olio MPC installa gli anelli di te-
nuta in tappi termoplastici stampati, e
inseguitoesegue lastampasullaparte
superiore dei tappi. Il sistema adotta
due alimentatori a vasca vibrante del
diametro di circa 4 piedi: uno alimen-
ta gli anelli, l’altro i tappi dell’olio.
Un alimentatore a vasca vibrante è
composto da un’ampia vasca con una
canaletta spirale a lato. Quando la
vasca vibra, i componenti si dirigono
uno per volta sulla canaletta verso un
trasportatore in linea. Al termine del
trasportatore in linea, un braccio di
prelevamento trasferisce gli anelli alla
prima stazione su un quadrante di as-
semblaggio rotante. Dopo che è stato
caricatounanellonel quadrante, viene
indicizzato alla seconda stazione. Lì un
altro trasportatore in linea alimenta i
tappi vuoti dall’altro alimentatore a
vasca vibrante aun secondobracciodi
prelevamento, che spinge i tappi sulla
parte superiore delle tenute. Il tappo
assemblatoe la tenutaproseguonosul
quadrante rotante attraverso la tam-
pografia fino alle stazioni di ispezione
finali che completano il processo.
Orientamento del componente
ll rigido controllo dell’anello e l’o-
rientamento dei tappi è essenziale
perché la tenuta sia installata corret-
tamente e offra un buon funziona-
mento del tappo dell’olio. Il tappo,
inoltre, deve avere il giusto orienta-
mento prima della tampografia per
soddisfare i rigidi requisiti di qualità.
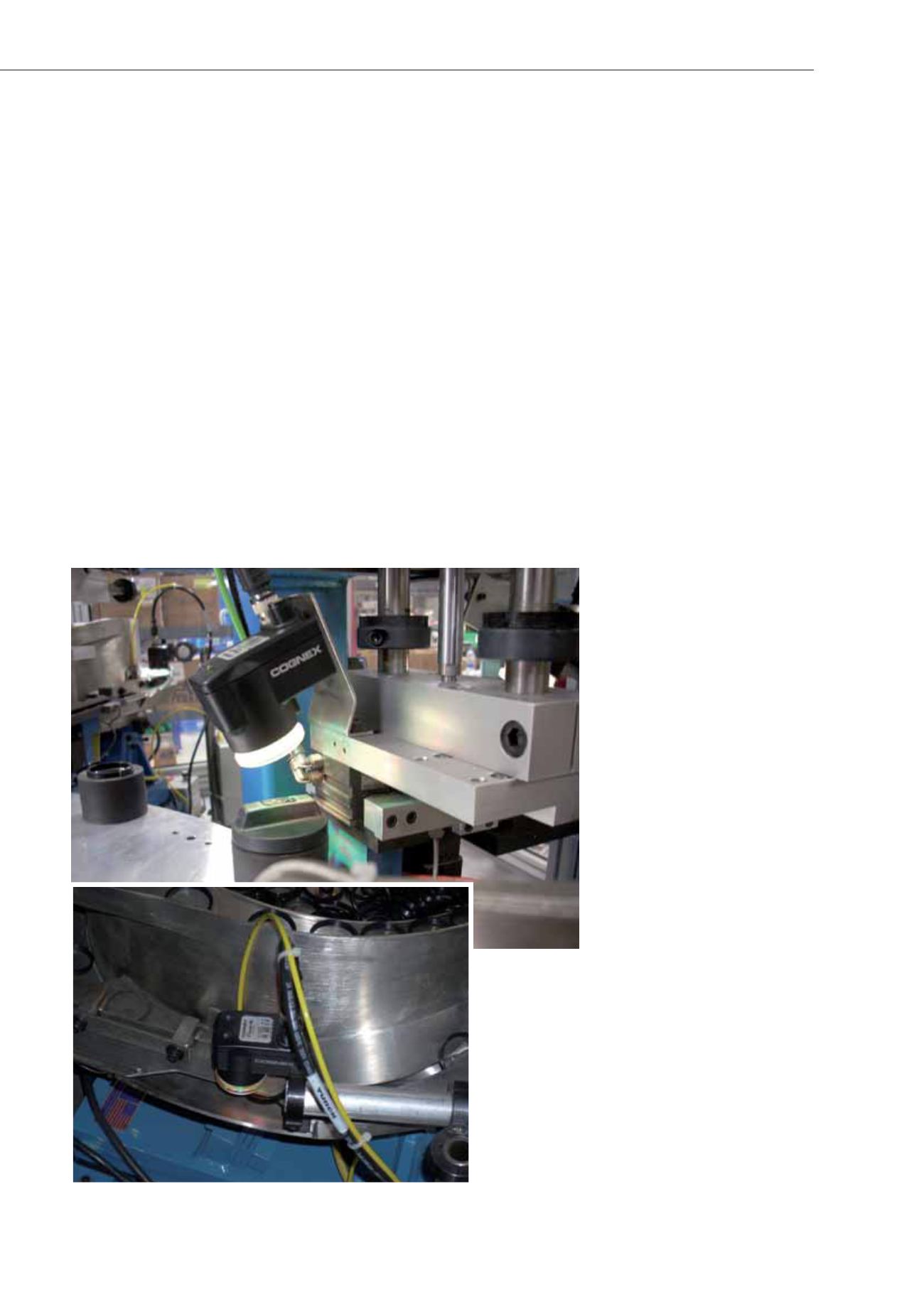
Poiché la strumentazione e i sensori
L’assemblaggio dei
tappi dell’olio è a
prova di errore grazie
ai sensori di visione
Checker di Cognex.
FOOD & BEVERAGE
DOSSIER
Ç


