87
rmo
aprile 2014
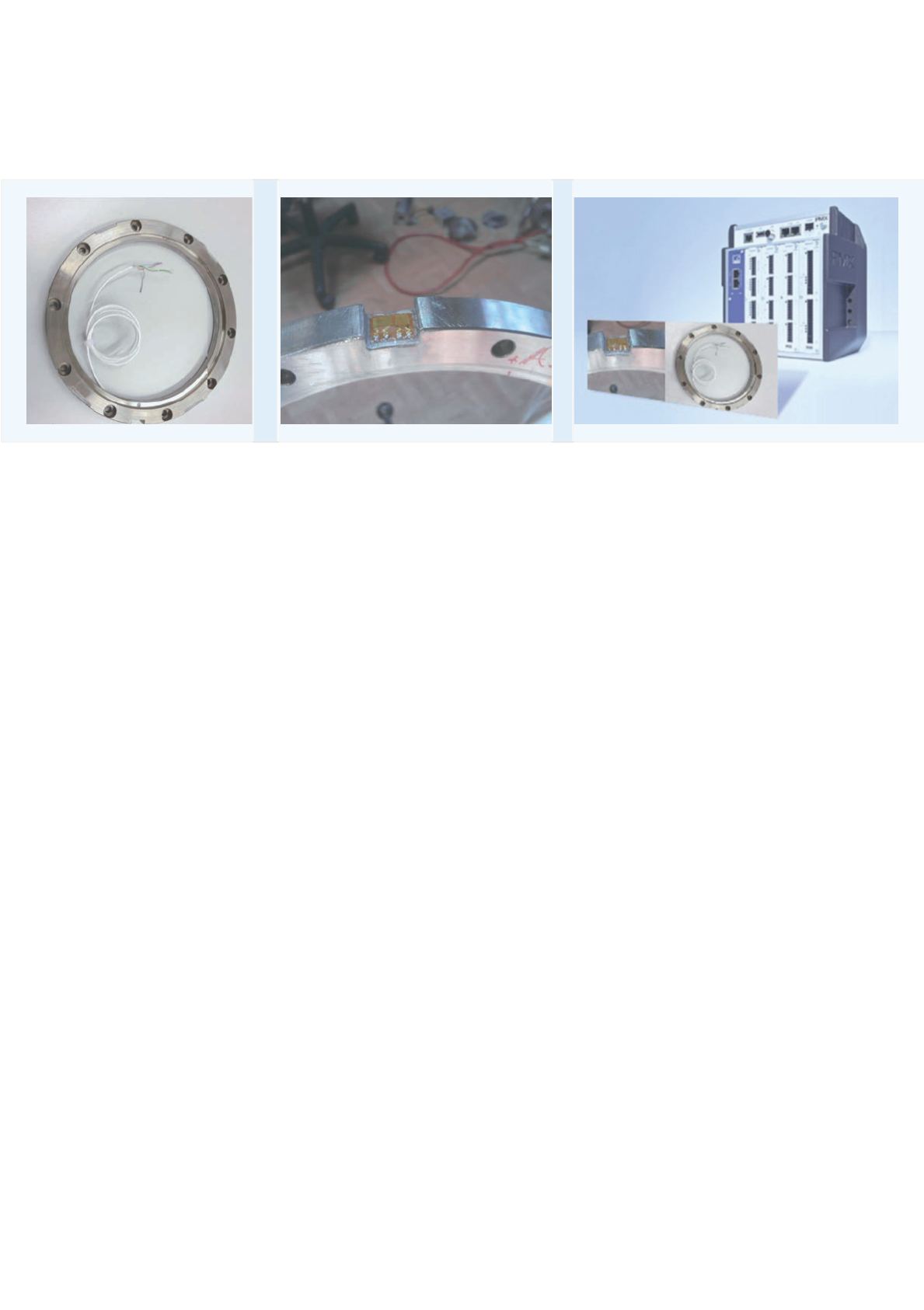
serti modificati vennero installati nel laminatoio in-
sieme ai rulli operativi, direttamente presso la sede del
cliente della SKF. Il laminatoio fu testato con diversi
processi di produzione.
I segnali provenienti dai due anelli di misura vennero
acquisiti dall’amplificatore PMX e, mediante le sue
uscite flessibili scalabili, trasmessi come segnali 0-10
V al sistema di misura della SKF. “Grazie all’acqui-
sizione dei dati nell’amplificatore, ottenemmo se-
gnali già condizionati in una forma e qualità che noi
potevamo elaborare direttamente”, spiega Säger.
La scadenza di campionamento fino a 19.200 valori
misurati/s e la risoluzione di 24 bit assicurano la mas-
sima precisione e l’elevata velocità di trasmissione. Ciò
consente di acquisire anche piccolissime variazioni di
segnale. Inoltre, grazie alla sua tecnologia di misura
a frequenza portante, l’amplificatore PMX garantisce
l’acquisizione dei dati senza interferenze nel difficile
ambiente dei laminatoi, cioè senza disturbi provocati
dai campi elettromagnetici.
Per essere in grado di trarre le debite conclu-
sioni, la SKF combinò il segnale di questa forza
assiale con i dati di misura nelle condizioni ope-
rative (forza di laminazione, velocità del sistema,
forza di flessione della laminazione) traendoli
direttamente dal sistema di controllo di processo
del laminatoio, nonché con i valori dello sposta-
mento del supporto assiale rilevati utilizzando i
sensori SKF. Säger conclude: “L’aggiunta di questi
valori dimostrò che le forze erano superiori in al-
cuni processi di produzione, causando perfino il so-
vraccarico dei supporti assiali. Sulla base di queste
verifiche, stiamo ora lavorando insieme al cliente
sulla soluzione, per evitare in futuro i sovraccarichi
e, quindi, allungare la vita operativa dei cuscinetti
volventi assiali”.
perciò concordato con il cliente di indagare a fondo sul
problema”. Fra l’altro, l’usura è un problema già prima
che i cuscinetti debbano essere sostituiti: perfino il lieve
spostamento del rullo causa un gioco dei supporti, in-
fluendo negativamente sulla qualità del prodotto.
Sulle tracce dell’errore.
Per tale ragione, Motschenba-
cher decise di coinvolgere riguardo a tale argomento
gli esperti interni della Solution Factory situata nella
sede della SKF a Schweinfurt (Germania). Uwe Säger,
responsabile del progetto, spiega come si è proceduto:
“Volevamo determinare se le forze che provocavano il
sovraccarico dipendessero solo da specifiche fasi della
produzione o fossero permanenti”. Per determinare il
grado di deformazione dell’anello di compressione, si
dovevano misurare le forze agenti sul supporto. “Non
avendo noi stessi i sensori, dovevamo cercare una solu-
zione esterna economicamente efficiente - spiega Säger
-. La SKF decise di usare gli estensimetri tipo XY31 3/120
insieme alla piattaforma di amplificatori PMX della
HBM. Säger aggiunge: “Abbiamo sviluppato e com-
missionato un dispositivo di prova in cooperazione con
gli esperti della HBM”. Esso comprendeva un anello di
misura su cui erano installati quattro estensimetri. I van-
taggi: gli estensimetri sono abbastanza piccoli da poter
essere applicati sull’anello di misura, largo 12,5 mm, che
viene tarato insieme al sistema PMX. La non-linearità
dovuta alla geometria del corpo di misura poteva es-
sere compensata usando le funzioni matematiche dispo-
nibili nel PMX, migliorando così significativamente la sua
accuratezza. Grazie al server Web integrato nel sistema
PMX, non era necessario alcun software addizionale. L’a-
nello di misura tarato poteva essere eventualmente
adattato nell’inserto fra il supporto assiale e l’unità di
copertura.
Per misurare le forze assiali realmente agenti, gli in-


