

















 59 / 84
59 / 84

progettare
390
GIUGNO
2015
59
DOSSIER
INDUSTRIA AUTOMOTIVE
feriore), migliorando così lo stile della
vettura. Il processo di saldobrasatura
laser permette di assemblare i due
pannelli con una giunzione continua
estetica.
Senza questo tipo di giunzione non
sarebbe stato possibile mantenere il
modello di stile richiesto per produrre
il rivestimento integrale.
La cella è costituita da un robot Comau
Smart5 NJ110, da una testa di saldo-
brasatura laser con insegui-giunto
meccanico (tactile seam tracking), da
una sorgente laser a diodi da 4 kW,
da un sistema per il preriscaldo e l’ad-
duzione del materiale d’apporto. Nelle
operazioni successive alla saldobra-
satura, viene eseguita la spazzolatura
automatica e il controllo del cordone,
prima di depositare l’elemento su un
contenitore.
La capacità di questa linea è di 55 jph,
considerando un’efficienza globale
dell’85%; predisposta per l’inserimen-
to di un secondo modello.
Non solo tecnologia
La consolidata esperienza di Comau
robot per la correzione del percorso
di taglio. In questo modo i puntoni
vengono tagliati alla stessa distanza
rispetto alla posizione dei due para-
fanghi.
Dopo l’operazione di taglio laser dei
due puntoni, la scocca trasla nella
stazione successiva e, con l’ausilio
di un ‘gripper’ di geometria montato
su un robot di manipolazione, le due
piastre vengono portate a contatto
con i puntoni e saldate con processo
di saldatura a filo continuo (saldatura
MAG).
La capacità produttiva di questa linea,
flessibile per la gestione in random
mix di quattro modelli, è di 55 jph,
con un’efficienza globale dell’85%.
Saldobrasatura
laser - Linea portellone
Per la prima volta FCA, così come un
altro importante competitor per la
medesima applicazione, ha sfruttato
i vantaggi di questa tecnologia per
disegnare e progettare il rivestimento
esterno del portellone, scomposto in
due elementi (pannello superiore e in-
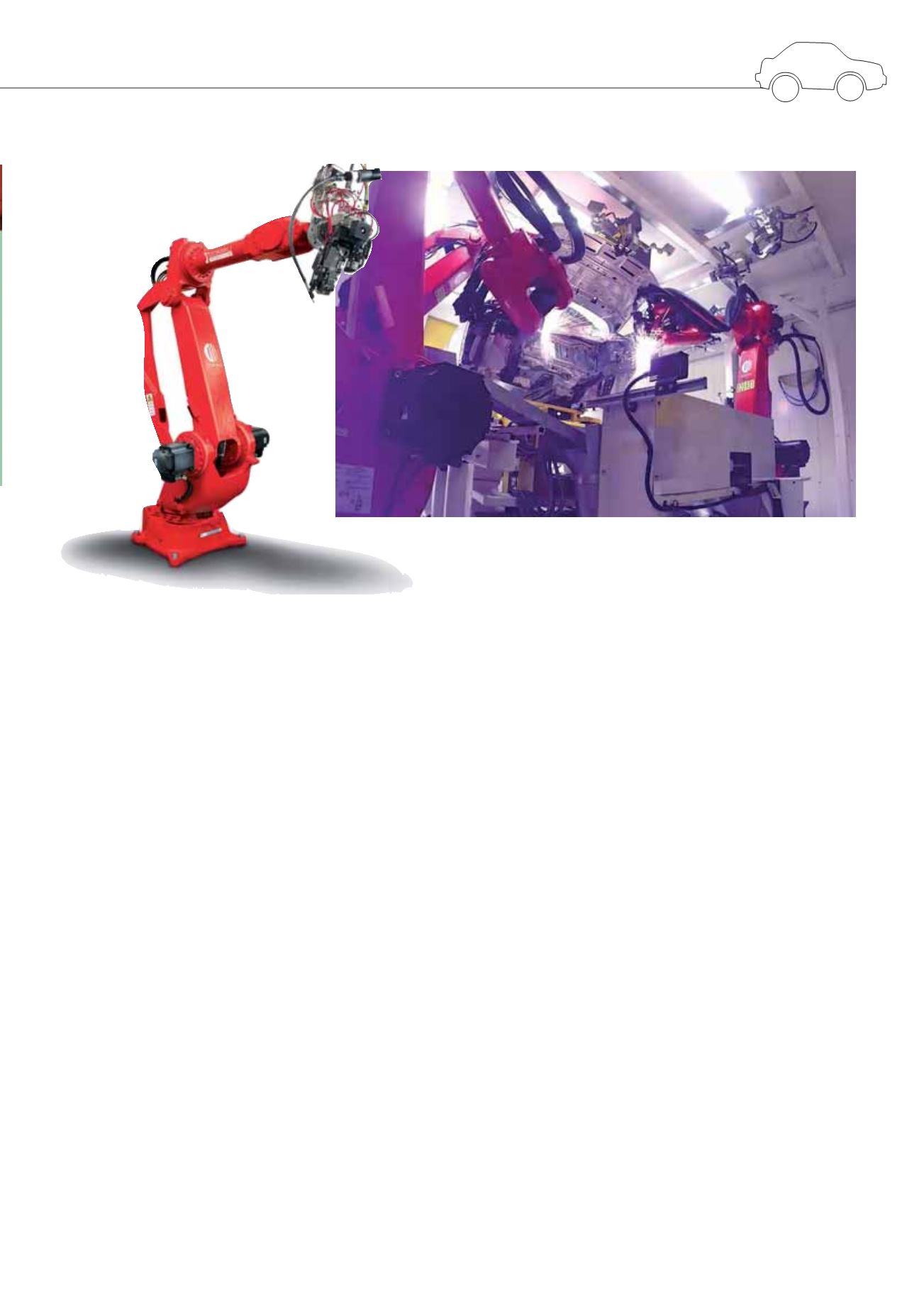
Il robot modello ‘NJ’ di Comau.
A destra, una fase di taglio
al laser.
nel lavorare in team multiculturali è
stata una discriminante importante
per FCA, nel momento dell’indivi-
duazione del partner che avrebbe
seguito il progetto Jeep Renegade.
Infatti Comau, oltre a vantare una
rete internazionale che copre 17 Pa-
esi, attraverso 29 centri operativi e
15 impianti produttivi, da sempre af-
fianca i suoi clienti in progetti che
coinvolgono (come nel caso di FCA)
siti produttivi e centri di ricerca ubicati
in diversi Paesi.
Questa capacità di seguire e sup-
portare il cliente in tutto il mondo è
stata un elemento determinante nel
convincere FCA del fatto che Comau
fosse in grado di sfruttare una com-
petenza tecnica ben collaudata per la
progettazione di soluzioni su misura
per la linea Renegade, che avrebbero
potuto garantire elevata qualità sui
volumi richiesti.
Ulteriore competenza che ha portato
alla scelta di Comau, rispetto ad altri
competitor, è costituita dall’esperien-
za dell’azienda torinese nel fornire
soluzioni complete, che spaziano dal-
la progettazione alla manutenzione,
per linee automatizzate anche molto
complesse, come quelle dove viene
prodotta la Jeep Renegade.