MECCANICA
64
progettare 379
•
APRILE
2014
stessa zona, facendole perdere le carat-
teristiche di durezza che aveva acquisito
durante il primo passaggio, oppure di
non poterla trattare per mantenere una
zona di rispetto che comunque risulterà
di durezza inferiore rispetto a quanto di
solito viene richiesto. In alcune applica-
zioni dove la rotazione del cuscinetto o
dell’anellononèmaidi360°,talizonesoft
non sono un problema, ma dove invece
è necessaria una continuità di tale zona
lungo tutto il componente, la tempra
progressiva risulta avere dei limiti.
Tempra ‘seamless’
Saet Group ha sviluppato in questi ul-
timi anni un processo brevettato che
nella tempra progressiva è in grado di
garantire la durezza superficiale tipica
dei processi di tempra in tutta la circon-
ferenza del pezzo. Tale processo viene
definito ‘seamless’ ed è effettuato grazie
alla combinazionedi treoquattro singoli
induttori eunaparticolaredisposizione e
dimensionamento delle docce. Ma l’uso
di più induttori e di docce ausiliarie non
servirebbe a nulla se non fosse accom-
pagnatodaspeciali algoritmi di controllo
checonsentonoperl’appuntodiottenere
profili di tempra in pezzi di dimensioni
elevate senza soluzione di continuità.
Con tale processo Saetgroup si colloca
tra i migliori produttori di macchine per
tempra di anelli e cuscinetti di grandi
dimensioni con soluzioni diverse a se-
conda delle esigenze del cliente.
InquestocasoSaetproducediversitipidi
macchina. Per diametri del pezzoda trat-
tare inferiori a 1,5m l’impianto proposto
da Saet prevede un unico induttore che
copre tutta la circonferenza del pezzo. Il
pezzo ruota all’interno dell’induttore in
modo da uniformare eventuali picco-
le differenze di traferro che potrebbero
portare a piccole differenze di tempera-
tura. Lo stesso induttore è anche sede
della doccia di tempra che serve per il
raffreddamento rapido dopo la fase di
riscaldamento. Nel caso in cui il pezzo
abbia un diametro maggiore di 1.500
mm è necessario dividere l’induttore in
almeno tre parti alimentate però dallo
stesso generatore con potenze che pos-
sono arrivare fino a 3 MW. Nel caso in
cui il diametro sia ancora maggiore la
soluzione è quelle di suddividere l’indut-
tore in un numero maggiore di sezioni
e alimentare parte di esse con genera-
tori indipendenti. In tal caso la potenza
dell’impianto può arrivare a superare
anche i 5 MW.
Aspetti del processo
Ilprocessoditempraprogressivao‘scan-
ning’ nasce dall’esigenza di evitare di
usare potenze eccessive per la tempra
di anelli di diametri importanti dove si
potrebbe arrivare anche a richiedere
potenze superiori a 10MW, non sempre
disponibili con facilità. Nel caso della
tempra ‘seamless’ il processo può es-
sere suddiviso in tre step successivi. La
parte iniziale. Tipicamente si fa oscillare
l’anello avanti e indietro rispetto all’in-
duttore che risulta affacciato ad esso,
alternandoriscaldamentipiùlunghiepiù
corti in modo da penetrare in maniera
adeguata all’interno del materiale per
fare raggiungere la tipica temperatura
di trasformazione in modo uniforme
nelle zone da trattare. Il trattamento in
zona stazionaria. Esso consiste nel far
ruotare gli induttori attorno al pezzo. In
particolare un induttore ruoterà in un
senso mentre l’altro ruoterà in senso
opposto. La chiave del processo è la
fase di chiusura, la quale consiste in una
particolare combinazione di movimento
e regolazione della potenza in tutte le
testedegli induttori (inquesta fase esiste
lapossibilitàdiusufruiredi6-7movimen-
tazioni diverse per ciascun induttore per
arrivarea trattareanelli condimensioni e
forme molto diverse tra di loro).
Fabrizio Dughiero è presidente di Inova
Lab. Fabien Marquis è Corporate sales &
marketing director di Saet Group.
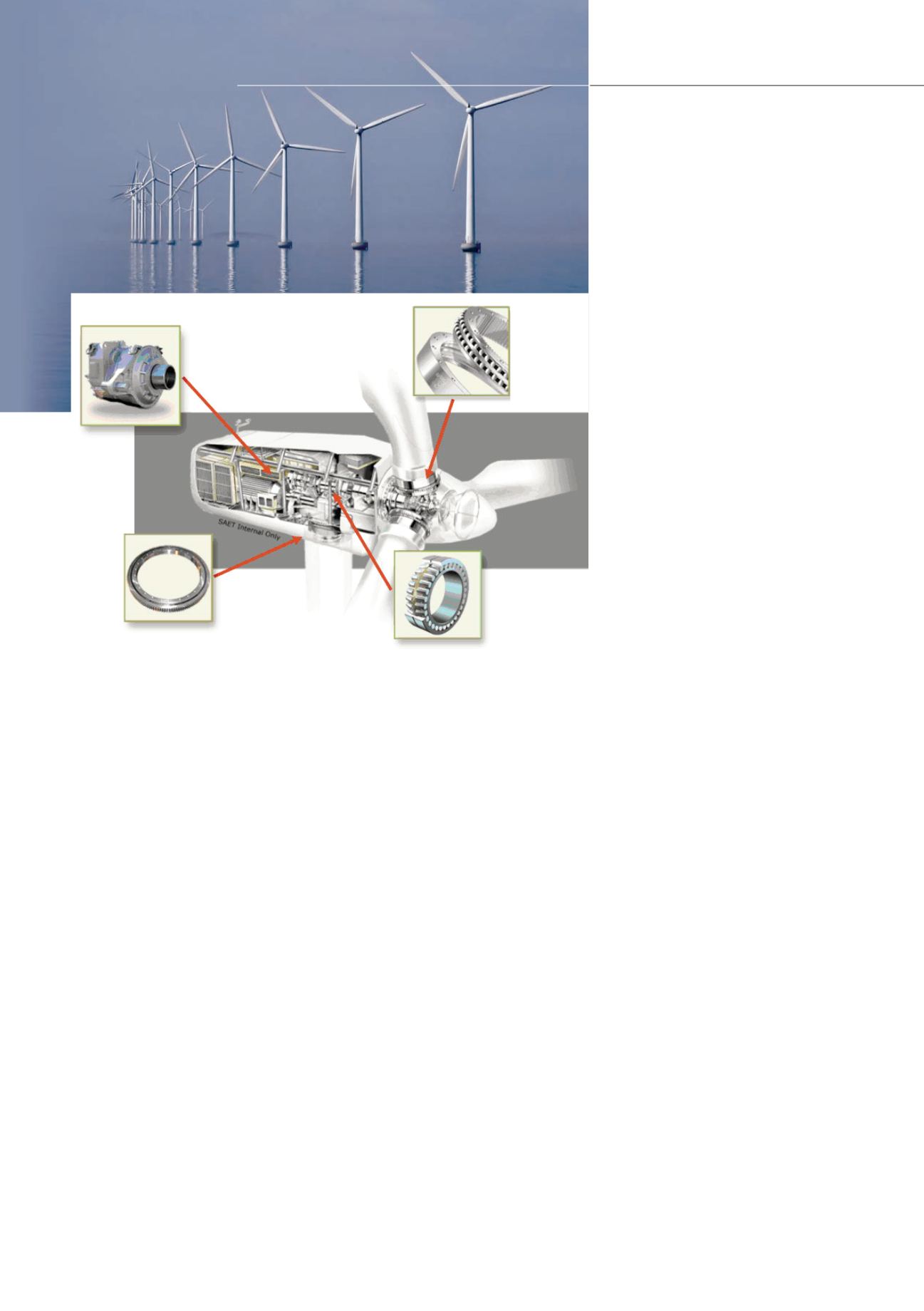
Un esempio di uso di anelli e cuscinetti
in un generatore eolico.


