
















 53 / 100
53 / 100

55
rmo
gennaio/febbraio 2017
consegnano ai loro clienti processi su misura, che
consentono il massimo volume di trucioli nell’unità
di tempo. Il punto cruciale consiste nell’armonizzare
i processi in base alle macchine disponibili, ad esem-
pio per ottenere la massima resa anche da macchine
di bassa potenza. “Prima della consegna, le lavora-
zioni vengono simulate e verificate - rimarca Masur
- per evitare all’utente ‘brutte sorprese’ in termini
di economicità o sicurezza di processo”.
Siccome nel settore Aerospace è ben raro che siano
disponibili componenti di prova, soprattutto per i
grandi elementi strutturali, gli specialisti di Walter
hanno dimostrato la funzionalità della loro attuale
generazione di utensili su un componente generico,
composto dal diffuso materiale 3.7164 (Ti6Al4V). I
tecnici specializzati del costruttore hanno disegnato
un componente che presenta una serie di tasche
dell’utensile, programma CAM, strategia di lavora-
zione e così via) attenendoci al criterio di ‘best prac-
tice’, in base all’applicazione specifica”. Il risultato
sono utensili di concezione moderna, a loro volta
armonizzati in base ai compiti da svolgere, come
ad esempio sgrossatura, semifinitura o finitura. Per
Walter, prosegue Masur, lo sviluppo di strategie si-
cure e produttive si basa anche su una pluridecen-
nale competenza nell’ambito dei componenti: “Per
noi è estremamente importante far parte di una
rete globale: il nostro know-how, infatti, si basa su
strette partnership con clienti mirati, istituti cultu-
rali superiori e costruttori di macchine utensili. As-
sieme a loro, facciamo costantemente evolvere le
lavorazioni di componenti essenziali, certi di man-
tenerci sempre tecnologicamente all’avanguardia”.
Gli specialisti nell’asportazione truciolo di Tübingen
Scontro fra titani…
I materiali in titanio appartengono al gruppo
dei materiali di difficile lavorabilità (ISO
S): data la loro bassa conduttività termica,
i taglienti dell’utensile sono sottoposti a
sollecitazioni termiche molto elevate; inoltre,
il ridotto modulo di elasticità favorisce le
oscillazioni durante la lavorazione.
Il materiale in titanio più frequentemente
utilizzato nel settore aeronautico è il Ti6Al4V;
si stanno, tuttavia, diffondendo anche il
Ti-5-5-5-3 e il Ti-10-2-3, ad esempio per
componenti di carrelli. Entrambi i materiali
sono maggiormente resistenti al calore rispetto al Ti6Al4V e sono
lavorabili solo con velocità di taglio ridotte. Alcune indicazioni
tecniche. Conduttività termica Ti6Al4V: 7,56 W/mK (acciaio Ck45:
51,9 W/mK). Modulo di elasticità Ti6Al4V:= 110 kN/mm
2
(acciaio Ck45: 210 kN/mm
2
).
Densità Ti6Al4V = 4,4 g/cm
3
(acciaio = 7,85 g/cm
3
). Resistenza alla trazione Rm Ti6Al4V
= 900 N/mm
2
.
I supporti per carrelli di atterraggio dei velivoli sono
un tipico esempio di elementi strutturali in titanio
con numerose tasche. A destra, Dirk Masur.
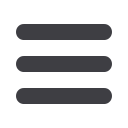
La fresa Walter Prototyp
Ti50 ConeFit è una
soluzione versatile per la
finitura e la semifinitura
di elementi strutturali in
titanio.