
















 52 / 100
52 / 100

54
rmo
gennaio/febbraio 2017
FOCUS AEROSPACE
L’industria aeronautica utilizza
frequentemente il titanio per
intelaiature di portelloni, supporti per
carrelli di atterraggio o fissaggi per
ali, tali componenti sono accomunati,
in lavorazione, dall’elevato volume di
materiale da asportare. L’esperienza
di
Walter nel campo degli utensili
dedicati
di Matthias Ostern
il
taglio
In tale ambito, le frese con inserti a fissaggio mec-
canico e quelle in metallo duro integrale sono
all’incirca equivalenti. La sicurezza di processo è
un aspetto cruciale, poiché gli elementi da lavorare
sono estremamente costosi. Nel contempo, la pres-
sione sui costi esercitata dal mercato richiede anche
elevate prestazioni di lavorazione.
Ecco uno scenario tipico nella lavorazione del tita-
nio: la bassa conduttività termica del materiale e la
sua tendenza alle oscillazioni richiedono una conce-
zione di macchina molto rigida, oltre a una prepara-
zione ottimale dei taglienti.
Esperti al lavoro.
Dirk Masur, component mana-
ger aerospace di Walter a Tübingen, con i suoi colle-
ghi ha quotidianamente a che fare con componenti
in titanio e con le loro particolarità: “Puntiamo su
soluzioni di respiro globale - spiega - in altri ter-
mini, armonizziamo tutti gli aspetti (concezione
si fa
duro…
I
l fabbisogno di titanio nell’industria aerospaziale
è in costante crescita. Per i prossimi cinque anni,
gli specialisti prevedono un incremento medio pari
al 20%. Tutto ciò non è privo di conseguenze per
gli stabilimenti di produzione: spesso, infatti, la la-
vorazione del titanio richiede tempi di ciclo elevati.
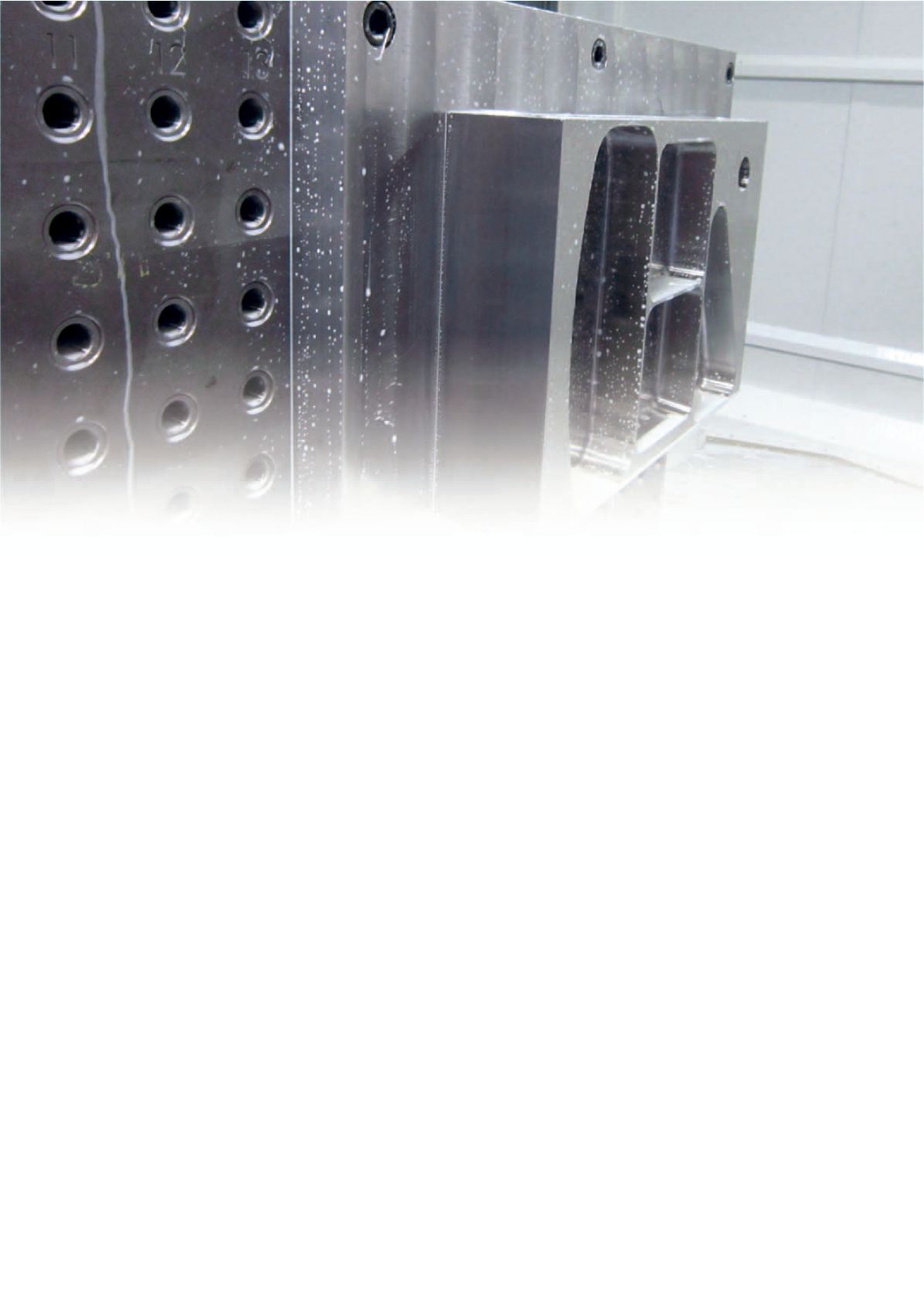
Soprattutto per gli elementi strutturali, fortemente
sollecitati, l’industria aeronautica utilizza frequen-
temente questo materiale: che si tratti di intelaia-
ture di portelloni, supporti per carrelli di atterraggio
o fissaggi per ali, tali componenti sono accomunati,
in lavorazione, dall’elevato volume di materiale da
asportare. Non di rado, a fine lavorazione, il volume
di trucioli supera quello del componente finito. In-
fatti spesso occorre ricavare numerose tasche dalle
voluminose forme iniziali. Tasche più o meno pro-
fonde, tasche a 5 assi, tasche triangolari... e spesso,
anche con pareti o fondi molto sottili: una sfida di
enormi proporzioni per le lavorazioni di fresatura.
Quando