89
e 550 tonnellate, questo stabili-
mento di 100.000 metri quadrati
impiega circa 450 dipendenti. I
quattro stabilimenti produttivi
MPC generano ricavi di circa
167 milioni di dollari l’anno
dalla fornitura di componenti
e assemblaggi stampati a inie-
zione di alta qualità a industrie
automobilistiche e commerciali.
Oltre ai tappi dell’olio, nello sta-
bilimento viene prodotta una
serie di componenti e assem-
blaggi termoplastici, tra cui si
annoverano valvole di controllo
pressione, alloggiamenti per ter-
mostati e porte di collegamento
rapido per i sistemi di controllo
delle emissioni.
La qualità attraverso l’automa-
zione.
“L’automazione è sino-
nimo di qualità, e i sistemi di
visione sono stati una compo-
nente chiave della nostra stra-
tegia negli ultimi sette anni”,
spiega Shane Harsha, direttore
tecnico MPC.
Un sistema di assemblaggio
automatizzato di tappi dell’o-
lio ne è un esempio. In MPC, il
funzionario che si occupa della
strumentazione e dell’automa-
tizzazione, Brian Champion,
ha recentemente aggiunto alla
tradizionale strumentazione
i sensori di visione Checker di
Cognex. L’aggiornamento si è
dimostrato estremamente van-
taggioso in termini economici e
ha migliorato la ripetibilità, per
offrire una produzione di tappi
dell’olio privi di difetti e più ef-
ficiente.
Il sistema di assemblaggio dei
tappi per l’olio MPC installa gli
anelli di tenuta in tappi termo-
plastici stampati, e in seguito
esegue la stampa sulla parte
superiore dei tappi. Il sistema
adotta due alimentatori a vasca
vibrante del diametro di circa 4
piedi: uno alimenta gli anelli,
l’altro i tappi dell’olio. Un ali-
mentatore a vasca vibrante è
composto da un’ampia vasca
con una canaletta spirale a lato.
Quando la vasca vibra, i compo-
nenti si dirigono uno per volta
sulla canaletta verso un traspor-
tatore in linea. Al termine del
trasportatore in linea, un braccio
di prelevamento trasferisce gli
anelli alla prima stazione su un
quadrante di assemblaggio ro-
tante. Dopo che è stato caricato
un anello nel quadrante, viene
indicizzato alla seconda sta-
zione. Lì un altro trasportatore
in linea alimenta i tappi vuoti
dall’altro alimentatore a vasca
vibrante a un secondo braccio
di prelevamento, che spinge i
tappi sulla parte superiore delle
tenute. Il tappo assemblato e
la tenuta proseguono sul qua-
drante rotante attraverso la
tampografia fino alle stazioni di
ispezione finali che completano
il processo.
Orientamento del componente
.
ll rigido controllo dell’anello e
l’orientamento dei tappi è es-
senziale perché la tenuta sia in-
stallata correttamente e offra un
buon funzionamento del tappo
dell’olio. Il tappo, inoltre, deve
avere il giusto orientamento
prima della tampografia per sod-
disfare i rigidi requisiti di qualità.
Poiché la strumentazione e i sen-
sori tradizionali nel sistema di
assemblaggio dei tappi si sono ri-
velati inaffidabili, MPC ha scelto
tre sensori di visione Checker 202
per garantire il corretto orienta-
mento dell’anello e dei tappi.
Il primo rileva gli anelli inver-
titi tra la vasca dell’alimenta-
rmo
ottobre 2013
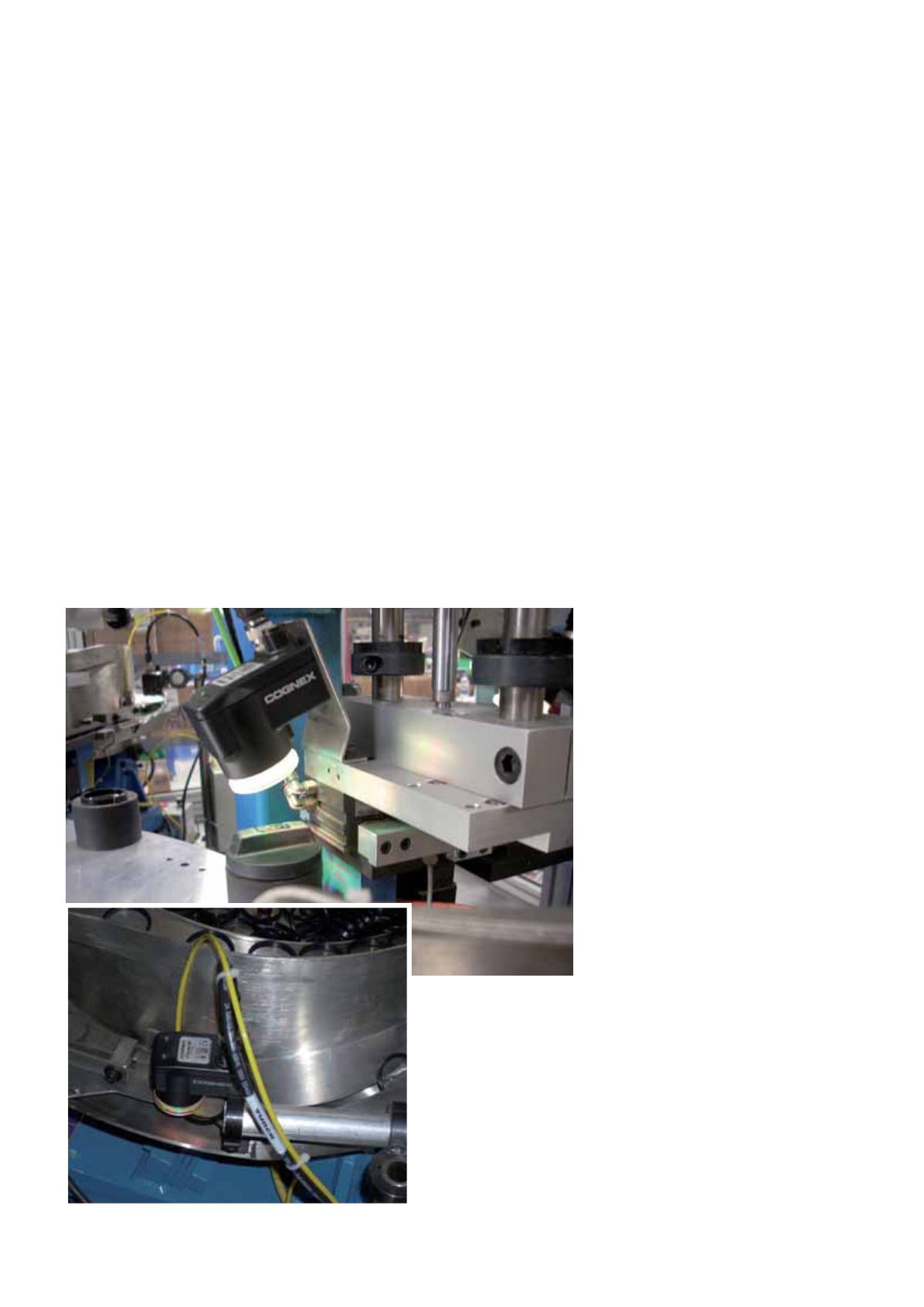
L’assemblaggio dei tappi
dell’olio è a prova di
errore grazie ai sensori
di visione Checker di
Cognex.


