

















 124 / 134
124 / 134

124
rmo
settembre 2017
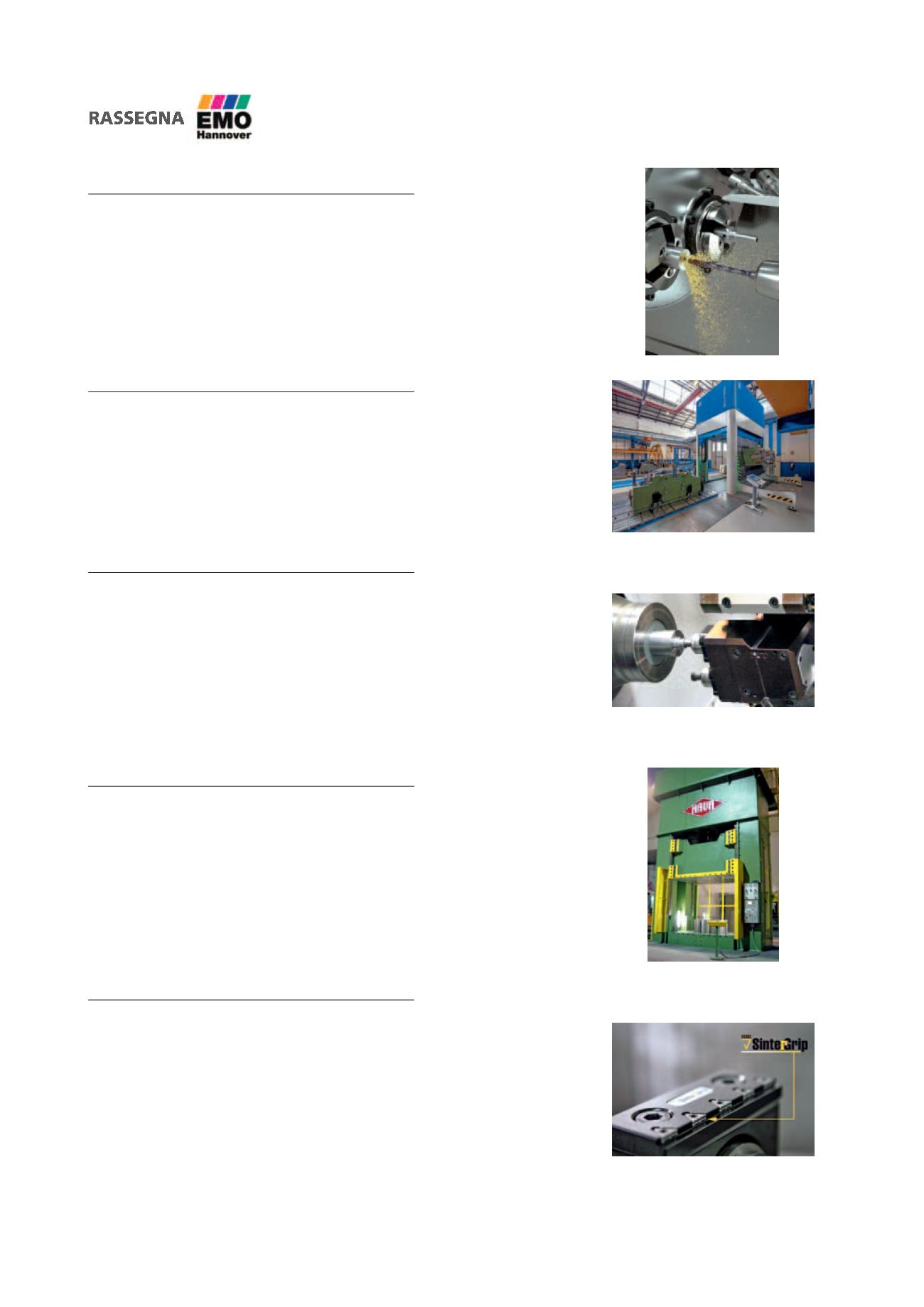
MIKRON TOOL
CrazyDrill Cool SST-Inox, di Mikron Tool, è un utensile per forature profonde fino a 20
x d in materiali inossidabili e resistenti al calore,disponibile in diametri compresi tra 1
e 6 mm. Il suo punto forte è senz’altro la capacità di forare la profondità totale in un
solo step con alte velocità, senza scarico di trucioli. I fattori decisivi sono: la geometria
con effetto ‘rompi truciolo’ nella parte anteriore della gola e un profilo di gola aperto
nella parte posteriore per un’evacuazione perfettadei micro trucioli; due canali di refri-
gerazione spiralizzati a forma di goccia che assicurano un raffreddamento costante e
massiccio dei taglienti, portando fino a quattro volte più refrigerante alla punta rispetto
ad utensili con una sezione trasversale rotonda. Non c’è nessun surriscaldamento dei
taglienti e la vita dell’utensile risulta più lunga.
MILLUTENSIL
Millutensil, specialista nella produzione di presse prova stampi, ha di recente for-
nito una MIL408 con dimensione dei piani di 4.000 mm x 2.500 mm e una forza
massima in chiusura di 500 t all’italiana Sanvito e Somaschini, produttrice di stampi
dedicati alla realizzazione di particolari plastici per il settore automotive. La pressa
presenta particolari studiati ad hoc per soddisfare le esigenze del cliente (apertura
e corsa allungate, un foro per anello di centraggio speciale). Grazie a questa tecno-
logia gli stampisti riescono a maneggiare stampi di grandi dimensioni con maggiore
facilità e sicurezza, ma garantiscono anche alla clientela un aggiustaggio di qualità
in tempi più ridotti.
M.T.
Il motorizzato brocciatore multiplo a 91° di M.T. permette la lavorazione di profili interni
ed esterni con differenti geometrie, quali esagoni, quadri, dentature e profili speciali in
tempi molto contenuti con un ottimo grado di precisione e di finitura. Con questo moto-
rizzato è possibile la lavorazione di fori di piccole dimensioni, dai 2-3 mm fino a circa
30 mm, utilizzando utensili in sagoma ‘dal costo inferiore rispetto ad altre tecnologie,
come ad esempio la dentatura tramite creatore o il power skiving’. Lavorando con un
angolo di 91° rispetto al piano torretta, il brocciatore multiplo a 91° di M.T consente
la lavorazione sincrona con la rotazione del pezzo. La motorizzazione dell’utensile e
l’uso contemporaneo della funzione poligonatura del controllo numerico garantiscono
che sia il pezzo sia l’utensile ruotino alla medesima velocità, assicurando precisione di
rettilineità anche su pezzi lunghi.
NAVA
Nava ha tra i propri fiori all’occhiello la linea di presse dotate di imbutitura sia con-
venzionale sia attiva dal basso. Nel campo delle applicazioni per imbutitura attiva dal
basso uno dei modelli di punta è costituito dalla 2MI 1100/500 per imbutitura, con
forza massima della mazza di 11.000 kN, premilamiera inferiore 5.000 kN, terzo
effetto superiore 800 kN, piani di lavoro 2.500 x 1.800 mm. Tutti i prodotti appar-
tenenti alla linea sono dotati di mazza con forza massima regolabile e veicolata con
guide con un elevato rapporto tra altezza di guida e dimensione dei piani. Questo
tipo di soluzione tecnica costituisce un elemento centrale della filosofia progettuale
e costruttiva di F.lli Nava e assicura il migliore risultato nei confronti degli sforzi ec-
centrici che si possono sviluppare nello stampo a causa delle asimmetrie dei pezzi
da ottenere.
OML
Il prodotto brevettato SinterGrip di OML nasce dall’esigenza di bloccare un pezzo
per meno millimetri possibili (3,5 mm di presa). I motivi sono i seguenti: poter
lavorare completamente il pezzo in un’unica fase (soprattutto macchine a 5 assi);
poter risparmiare sulle materie prime, specie quando hanno una grossa incidenza
sul prezzo; avere maggiore velocità di taglio e di avanzamento, maggior volume
di truciolo asportato, minore tempo per lavorare il pezzo. SinterGrip sono inserti in
metallo duro sinterizzato tipo ISO P30:P35 e rivestito con metodo PVD. Il vantaggio
di SinterGrip è la combinazione di questo materiale abbinato con l’affilatura delle
cuspidi, la forma conica (5 gradi) della sezione del’inserto e la speciale forma
triangolare: SinterGrip penetra il materiale da lavorare e crea accoppiamenti senza
giochi, diventando un corpo unico con la morsa e/o l’attrezzatura di bloccaggio e
il pezzo in lavorazione.