
















 69 / 104
69 / 104

69
rmo
giugno/luglio 2017
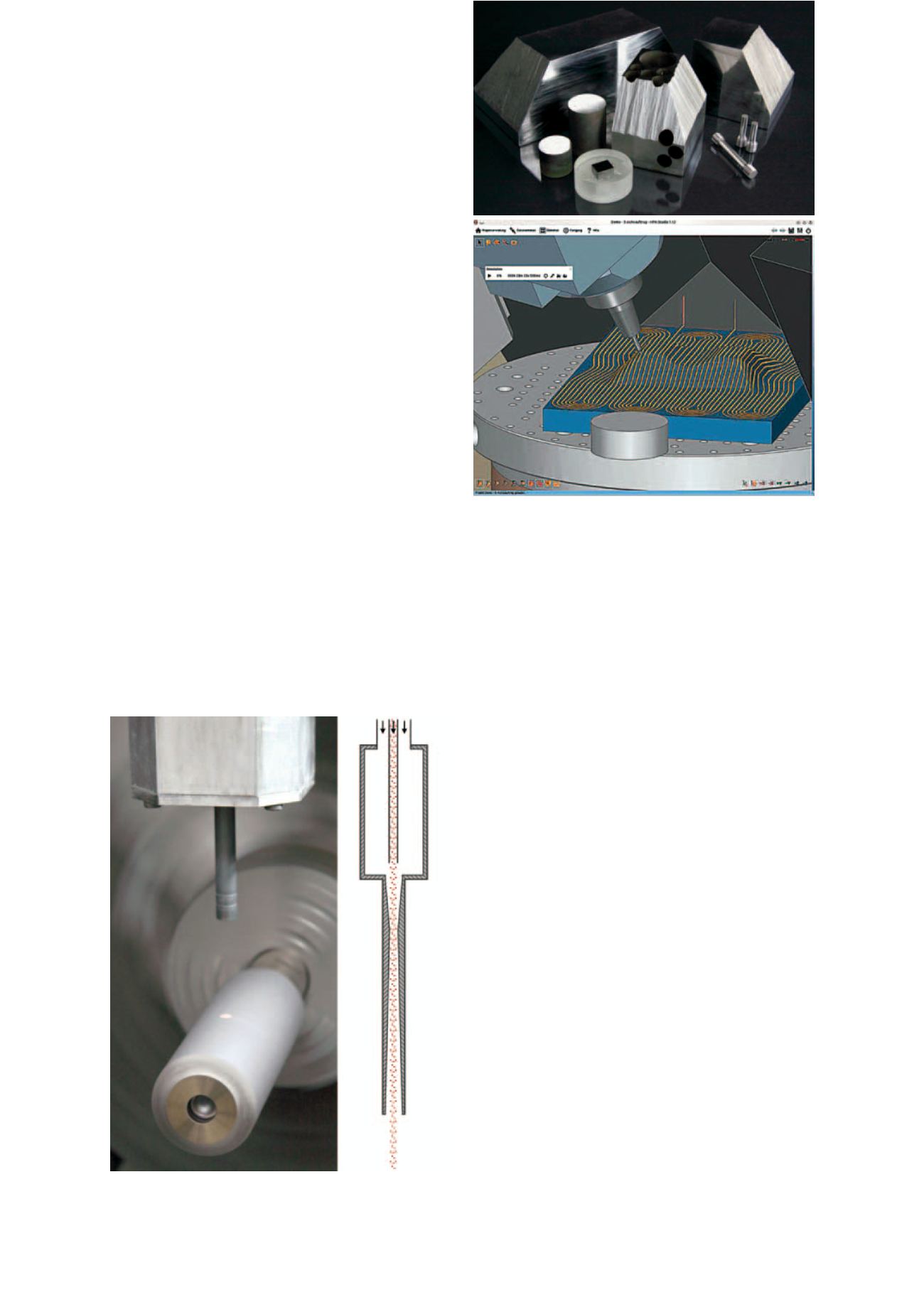
a tre volte la velocità del suono. Questo impatto crea
una pressione locale di 10 GPa e temperature fino a
1.000 °C. Ciò permette alla macchina di fondere as-
sieme le particelle di polvere, mentre lo strato legante
denso viene poi lavorato a 5 assi, prima che venga de-
positato uno strato successivo.
Il materiale di base per la produzione additiva con la
tecnologia MPA sono le polveri metalliche. Le proprietà
fisiche degli strati metallici applicati e le transizioni tra
materiali devono soddisfare i requisiti meccanici e ter-
mici elevati definiti dal contesto operativo del compo-
nente da produrre. La precisa regolazione dei parametri
di processo (punto estremamente complicato che ha ri-
chiesto, come accennato, anni di studi) è quindi essen-
ziale per ogni polvere di metallo utilizzato.
Le proprietà della microstruttura del materiale risul-
tante sono state studiate e analizzate attraverso una
serie di numerosissimi esperimenti. Oltre a prove di
trazione e compressione, studi su particelle e adesione
strato, la porosità e le inclusioni derivano dall’esame di
macinazioni con un microscopio ottico.
I materiali disponibili.
Allo stato attuale, la gamma
di materiali disponibili per la tecnologia MPA, fanno
sapere gli esperti della Hermle, include gli acciai per la-
vorazione a caldo 1.2344, 1.2367 e 1.2083; gli acciai per
lavorazioni a freddo 1.2333 e 1.2379; acciai inossidabili
1.4404 e 1.4313; Invar 1.3912; ferro; rame; bronzo. I pa-
rametri di deposizione dipendono dal materiale utiliz-
zato: ad esempio, per gli acciai il valore è tra 200 e 250
cm
3
/h, per il rame fino a 900 cm
3
/h.
L’impiego di un materiale di riempimento speciale
consente la creazione di zone cave interne, canali e
contorni sottosquadro. Questo materiale è solubile in
acqua e viene eliminato alla fine del processo di fabbri-
cazione. Un successivo trattamento termico ottimizza la
microstruttura del componente e garantisce la durezza
desiderata.
Uno dei settori in cui tecnologia MPA può essere ap-
plicata efficacemente è quello della costruzione di
stampi, soprattutto nell’ambito del raffreddamento
dello stampo. In questo contesto, la produzione addi-
tiva permette un raffreddamento continuo e uniforme
delle superfici che difficilmente può essere realizzato
con tecniche di produzione convenzionali, se non addi-
rittura impossibile.
Nel caso occorrano geometrie complesse, la tecnologia
MPA offre vantaggi per quanto riguarda i fori per il re-
frigerante, in quanto è possibile realizzare un raffredda-
mento lungo i contorni. Questi benefici offrono buone
opportunità per l’ottimizzazione del raffreddamento
grazie alla loro eccellente adattabilità a segmenti di
stampi di grandi dimensioni.
L’esperienza acquisita da Hermle su questo tipo di la-
vorazioni ha determinato un grande potenziale per
diminuire i tempi ciclo di stampaggio a iniezione di
parti ottenute da stampi con raffreddamento confor-
male. Sono infatti possibili risparmi di tempo anche
superiori al 45%.
La tecnologia MPA è un processo di ‘spruzzatura termica’ in cui particelle di
polvere di metallo sono compattate strato dopo strato.
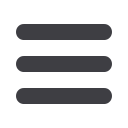
Il materiale di base per la produzione MPA sono le polveri metalliche.
Il software è CAD/CAM MPA Studio, sviluppato da Hermle.