
















 41 / 118
41 / 118

41
rmo
giugno/luglio 2016
una edizione fortemente virata verso la specializ-
zazione: girando per il grande spazio in cui sono
alloggiate le macchine si rileva subito lo sforzo
fatto da Hermle per mettere in evidenza tutte le
potenzialità produttive che possono derivare dallo
sfruttamento pieno delle capacità delle soluzioni
del costruttore tedesco. Ecco allora che prendono
senso gli innumerevoli abbinamenti possibili fra
le macchine e i loro asservimenti automatici che
Hermle ha concepito in maniera totalmente mo-
dulare per permettere agli utilizzatori il massimo
della flessibilità nello spazio e nel tempo. Infatti
è possibile, in prima battuta, acquistare una mac-
china e poi in seguito, se serve, aggiungere un ma-
gazzino pallet o un magazzino utensili o un robot,
o addirittura anche assemblare un sistema con
nuovi automatismi e nuove macchine.
La serie di macchine MT.
Svariati anche i pezzi
in lavorazione sulle macchine che, spaziando per
materiali e per livello di complessità, facevano toc-
care con mano ai visitatori le possibilità insite nelle
soluzioni Hermle in termini di precisione, velocità e
produttività.
Un caposaldo dell’offerta messa in mostra all’open
house era la serie di macchine MT (con i modelli C
42 U MT dynamic, C 52 U MT dynamic, e C 62 U MT
dynamic che rappresenta l’evoluzione della prece-
dente C 60 U MT dynamic), mentre la novità assoluta
era la C 250: vedi box dedicato.
“Con queste macchine - ha spiegato Daniele Bologna,
technical sales engineering di Hermle Italia - è possi-
bile eseguire fresatura e tornitura in un unico serrag-
gio. Mediante la combinazione dell’asse orientabile
integrato (asse A) con l’asse del piano girevole (asse
Collaborazione Volkswagen/Hermle
Volkswagen era interessata all’MPA di Hermle fin dal 2012; questo
interesse ha dato vita a una collaborazione fra le due aziende con
l’obiettivo di utilizzare questa tecnologia nella produzione di grandi
volumi.
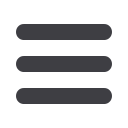
La trasformazione a caldo è un processo durante il quale le piastre
di lamiera vengono riscaldate a circa 950°, lavorate e quindi
raffreddate a - 200° in pochi secondi. Il raffreddamento controllato
per l’indurimento uniforme del componente avviene nello stampo
raffreddato ad acqua. Da notare che un raffreddamento ottimale
è una grande sfida fra quelle affrontate nella tecnica degli stampi.
Nel caso di geometrie complesse, la tecnologia MPA offre vantaggi
per quanto riguarda i fori per il refrigerante perché è possibile
realizzare un raffreddamento lungo i contorni.
Dopo diverse analisi e prove di lavorazione con il materiale
1.2367, collaudato e qualificato insieme con Hermle per questa
procedura, Volkswagen ha creato uno stampo idoneo per la prima
prova. I primi impieghi hanno avuto successo e ora è in corso una
collaborazione per costruire e collaudare un intero stampo per
trasformazione a caldo con stampi realizzati in maniera generativa.
Daniele Bologna, technical sales
engineering di Hermle Italia; a destra la
sede Hermle di Gosheim.