


















 87 / 102
87 / 102

87
rmo
novembre/dicembre 2015
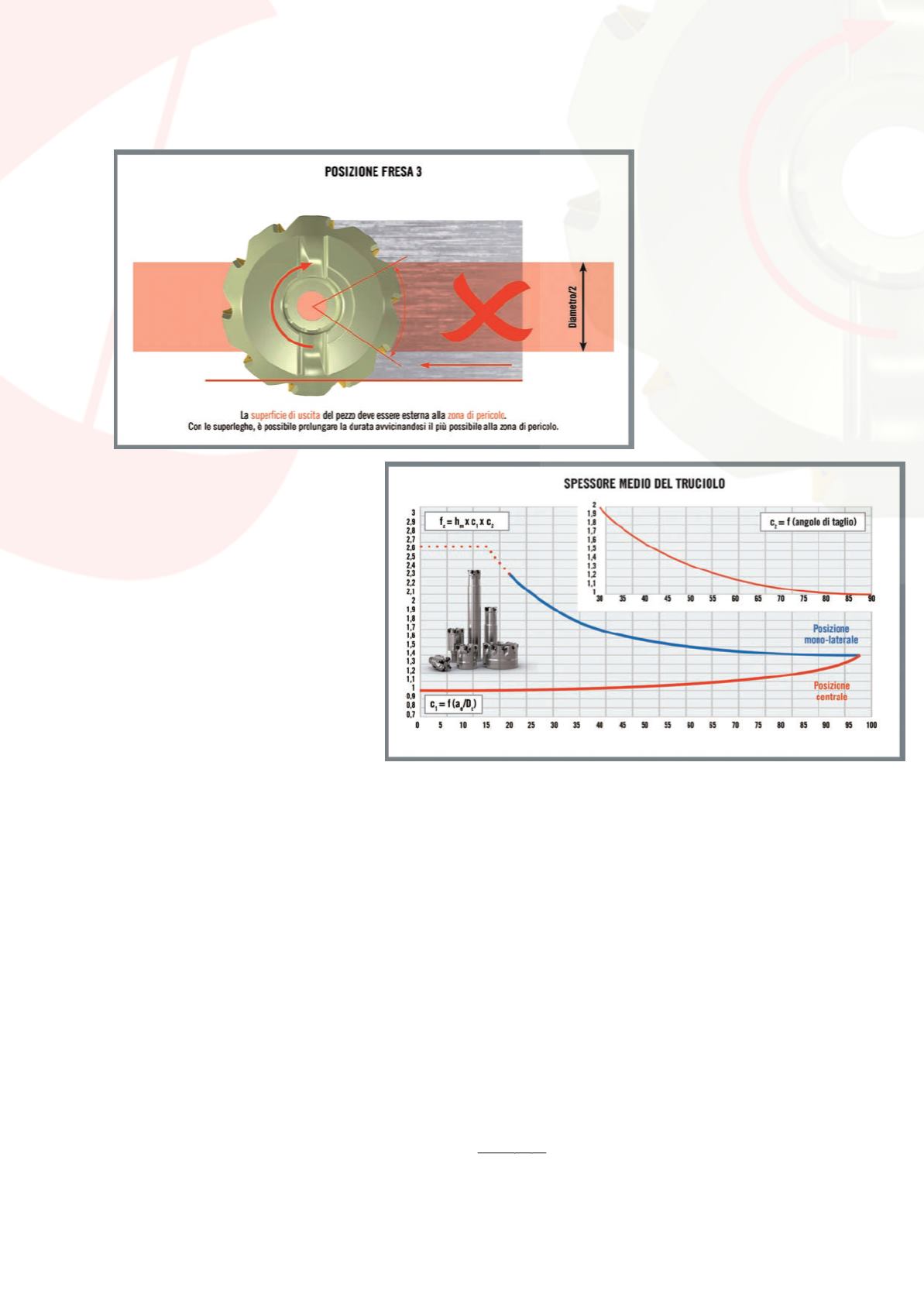
entrata e uscita dell’utensile e dello spessore del truciolo
per controllare gli effetti del processo di fresatura inter-
mittente sull’utensile.
Cosa dire. I produttori hanno impiegato fresatrici e uten-
sili per oltre un secolo producendo innumerevoli pezzi
in volumi elevati e di alta qualità. Nel corso del tempo, il
processo di fresatura base è rimasto lo stesso, in partico-
lare l’usodella fresa rotativa suunpezzoper lavorareuna
superficie. Anche la natura intermittente del taglio nel
processo è rimasta la stessa. Le fresatrici e le frese hanno
compiutoun’incredibileevoluzione,ma inmolti casi i loro
utilizzatori non stanno godendo a pieno dei vantaggi di
questo progresso tecnico. Riconoscendo le peculiarità
dell’interazione trapezzoeutensiledurante la fresaturae
adottando mezzi per attenuare le sollecitazioni intermit-
tenti che fanno parte del processo, i produttori possono
centrare un triplice obiettivo, occasione rara, e ottenere
massima produttività, qualità e durata.
P. de Vos, responsabile della formazione tecnica per il gruppo
Seco Tools.
taglio radiale (ae) e il diametro della fresa
(dc). Maggiore è l’impegno radiale della
fresa, minore sarà l’avanzamento richiesto
per generare lo spessore del truciolo deside-
rato. Analogamente, con un impegno della
fresa inferiore, l’avanzamento deve essere
superiore per ottenere lo stesso spessore del
truciolo. L’angolo di attacco del tagliente in-
fluisceanche sullenecessitàdi avanzamento.
Lo spessore del truciolo massimo si realizza
con un angolo di attacco di 90°, quindi an-
goli inferiori richiedonounavanzamento su-
periore per ottenere trucioli di pari spessore.
I taglienti affilati producono forze di taglio
inferiori ma sono anche più fragili di quelli
arrotondati osmussati. Il caricomeccanicosul
tagliente deve essere limitato per impedirne la scheggia-
turae la rottura, quindi si raccomandauno spessoremedio
del truciolo minore quando si usano taglienti affilati. In
questo caso, la geometria del tagliente utilizzata deter-
mina lo spessoremedio del truciolo corretto e viceversa.
Gli operatori possono avvalersi di questi principi emetodi
nelleapplicazioni di fresaturabaseper controllare le solle-
citazioni intermittenti sugli utensili di fresatura. Tuttavia,
poiché i requisiti dei componenti in lavoro sono sempre
più complessi, anche solo al livello di semplice fresatura
sugli angoli, cambiaremanualmente gli avanzamenti per
rispettare lo spessore medio del truciolo consigliato è es-
senzialmente impossibile. Per questi e altri casi, inclusa la
complessa fresatura a 5 assi, i produttori di softwareCAM
e macchine avanzate a controllo numerico hanno svilup-
pato tecniche come la fresatura trocoidale, il peeling sugli
angoli e programmi con percorsi utensile che prevedono
un impegnodell’utensile costante, quali DynamicMilling,
Volumill o Adaptive Clearing. Questi software e i miglio-
ramenti al controllo delle macchine rappresentano l’evo-
luzione tecnologica dei concetti di base della gestione di