


















 86 / 102
86 / 102

86
rmo
novembre/dicembre 2015
UTENSILI
i taglienti. Quando i trucioli sono troppo sottili, il taglio
viene eseguito su una porzione inferiore del tagliente e il
maggiore attrito genera calore e di conseguenza accelera
l’usura. Lo spessore del truciolo viene misurato perpendi-
colarmente rispetto al tagliente effettivo. Come spiegato
prima, i trucioli generati in fresatura cambiano continua-
mente di spessore man mano che il tagliente attraversa il
componente in lavorazione. Ai fini dellaprogrammazione,
i fornitori di utensili utilizzano il concetto di ‘spessore
medio del truciolo’. Lo spessore medio è la media nume-
rica delle dimensioni minime emassime dello spessore del
truciolo. Le aziende produttrici forniscono i dati sullo spes-
sore medio del truciolo per geometrie dell’utensile speci-
fiche che, se applicate e mantenute, assicurano durata e
produttivitàmassime.
Gli operatori usanoquesti dati per stabilire gli avanzamenti
della fresa che manterranno lo spessore medio del truciolo
consigliato. L’impegno radiale, il diametro e il posiziona-
mento della fresa e l’angolo di attacco del tagliente sono
fattori che determinano il corretto avanzamento. L’impe-
gno radiale è definito come il rapporto tra la profondità di
fresa su uno dei due lati rispetto alla linea
mediana del pezzo. Il posizionamento al
centro combina le forze della fresatura
concorde e della fresatura discorde e può
provocare instabilità della lavorazione e
vibrazioni.
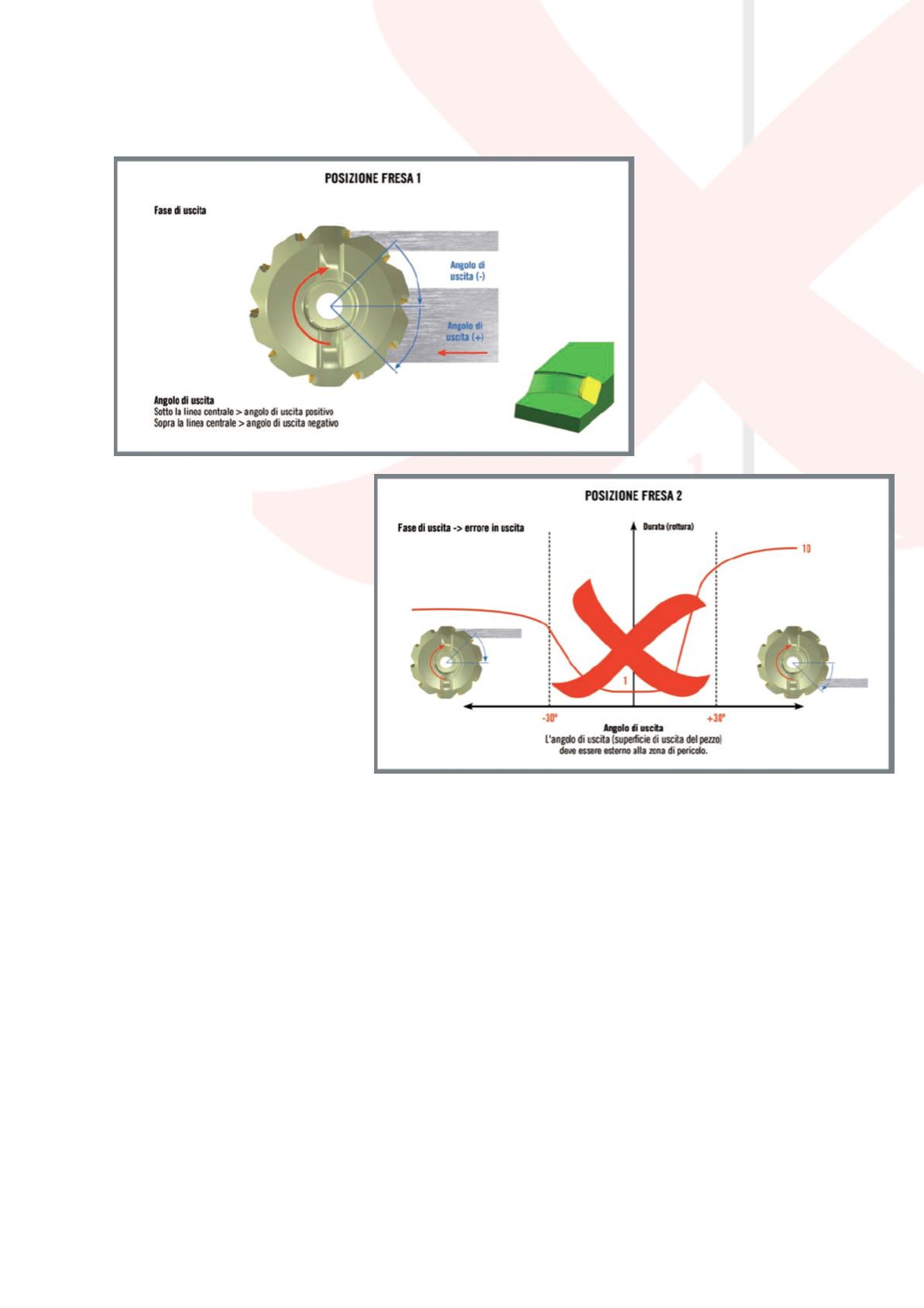
Strategie di uscita.
Il modo con cui il ta-
gliente esce dal pezzo è importante tanto
quanto il modo in cui vi entra. I risultati
delle prove pratiche mostrano una chiara
relazione tra il posizionamento della fresa
all’uscita e la durata del tagliente. Se l’u-
scita è troppo improvvisa o non uniforme,
i taglienti si scheggiano o si spezzano.
Al contrario, porre attenzione all’uscita
dell’utensile può portare a una durata dieci volte mag-
giore. Il valore critico è l’angolo di uscita, definito come
angolo tra il raggio della fresa e il punto di uscita del ta-
gliente. L’angolo di uscita può essere negativo (sopra il
raggio della fresa) o positivo (sotto il raggio). I guasti al
tagliente sono più evidenti con angoli di uscita compresi
tra circa -30° e +30°. L’ampiezza dell’area del pezzo com-
presa tra questi angoli è all’incirca la metà del diametro
della fresa. Un altro modo per migliorare la natura inter-
mittente dei carichi sui taglienti di una fresa è aumentare
al massimo il numero di taglienti impegnati nella lavora-
zione. Applicando frese a passo stretto con diametro più
piccoloeprofonditàdi taglio radiale superiore, unnumero
maggiore di denti viene in contatto con il pezzo e le forze
di taglio sono distribuite inmodo più uniforme.
Spessore del truciolo.
Lospessoredel trucioloprodotto
in fresatura influenza notevolmente le forze e la tempe-
ratura di taglio, la durata e la formazione ed evacuazione
del truciolo. Se i trucioli sono troppo spessi, vengono ge-
nerati carichi pesanti che possono scheggiare o spezzare