


















 85 / 102
85 / 102

85
rmo
novembre/dicembre 2015
adeguata per macchine meno stabili, in particolare nelle
lavorazioni pesanti. La fresatura discorde può risultare ef-
ficace anche sumateriali con superficie irregolare opareti
sottili, mentre l’entrata progressiva nel pezzo in lavora-
zione puòproteggere i materiali moltoduri e fragili degli
utensili dai danni da impatto. D’altro canto, l’entrata al
minimo spessoredel truciolo, caratteristicadella fresatura
discorde, puòprovocareuneccessodi attritoe calore, con
conseguenti effetti negativi sull’utensile. Forze sbilanciate
sul tagliente possono causarne la scheggiatura e aumen-
tare le sollecitazioni di trazione. La finitura superficiale ne
può risentire in quanto i trucioli cadono davanti alla fresa
e possono essere rimacinati.
L’entrata allo spessore massimo dell’utensile nella fresa-
tura concorde lo sottoponea carichimeccanici elevati,ma
per lamaggior parte dei materiali con cui gli utensili sono
realizzati ciò non costituisce un grave problema. I mate-
riali dei moderni utensili, tra cui metallo duro, ceramiche
e acciai rapidi, sono a base di polveri per una buona resi-
stenza alla compressione.
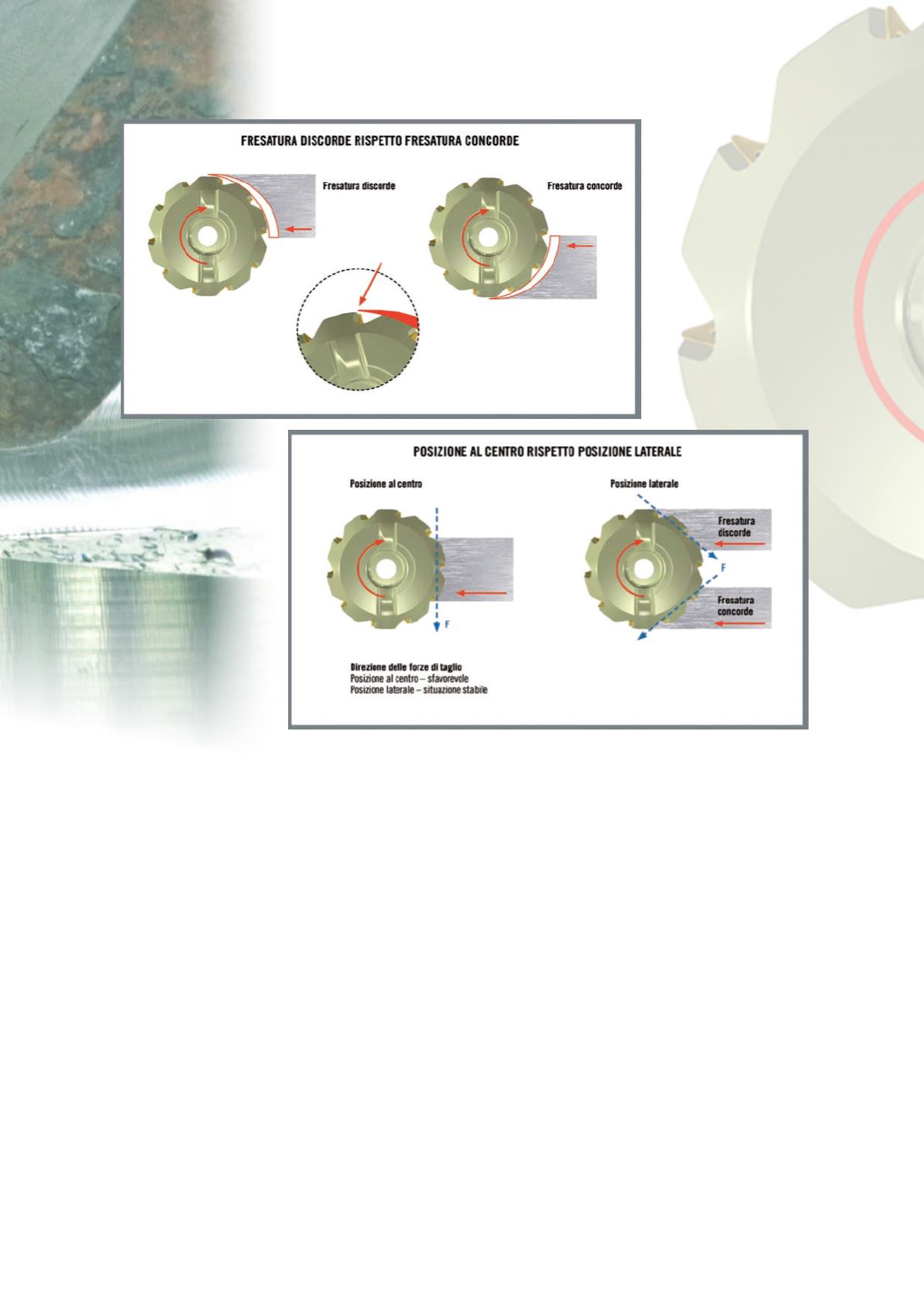
Quando si prendono in esame il posizionamento della
fresa e le strategie di entrata dell’utensile, gli operatori
devono sapere che è sempre preferibile posizionare la
fresatura concorde o ‘verso il basso’, la fresa si sposta nella
stessa direzione dell’avanzamento.
Pertanto, nella fresatura discorde il tagliente entra nel
pezzo al minimo spessore del truciolo e ne esce al massimo
spessore del truciolo. Al contrario, nella fresatura concorde
il taglienteentranel pezzoalmassimo spessoredel truciolo
e ne esce quando lo spessore del truciolo diminuisce fino
a zero. In entrambi i casi, l’operazione produce un truciolo
conico.
Nella maggior parte delle situazioni, i fornitori di utensili
raccomandano la fresatura concorde perché riduce al mi-
nimo lo sfregamento e l’attrito che si verificanonella fresa-
tura discorde, dove la fresa entra allo spessore minimo del
truciolo. Nella fresatura concorde, l’entrata nel materiale
allo spessore massimo facilita anche il trasferimento di ca-
lore nel truciolo, proteggendo sia il pezzo sia l’utensile. I
trucioli fuoriescono dietro alla fresa, riducendo al minimo
il rischio di rimacinarli.
Inalcuni casi, tuttavia, èpreferibile la fresaturadiscorde. La
spianatura concordegenera forzediscendenti chepossono
causare movimenti di rimbalzo sulle macchine manuali
meno recenti. La fresatura discorde, in cui la fresa esercita
una spinta verso l’alto sul pezzo, può essere una scelta più