

















 47 / 52
47 / 52

Speciale
47
Ghiringhelli
Ghiringhelli displays a particular configuration of its famous line of cen-
treless grinding machines APG-S CNC8A, which includes a Kuka robotic
cell on board the machine for feeding and pre/post-process activities. All
the innovative automation has been developed by Ghiringhelli in collabo-
ration with Siemens and implemented on the CNC Sinumerik 840D SL
using a Ghiringhelli’s proprietary user interface, a unique example of its
kind and possibly by far the first for these types of machines. The cen-
treless grinding machines are characterised by the ‘innovative technology
that already meets the Industry 4.0 requirements such as automation,
diagnostics, grinder-profile libraries, cycle programming, statistical calcu-
lations to make corrections during operation, predictive maintenance and
remote control’.
Hawe
The Hawe MPN power packs are designed to provide hydraulic power
in hydraulic circuits for chip-removal machine tools, presses, clamp-
ing systems and workshop machinery. The compact design, along with
the fact that they work at high pressure, with pumps keyed into the
motor shafts, mean that MPN power packs are a valid alternative to
conventional solutions. The MPN motor pump unit is suitable for hy-
draulic systems with intermittent or load/no load operation S2 and
S3. Thanks to the vast range of solenoid valves that can be flanged to
the top and combined with one another, it is easy to create complete
solutions.
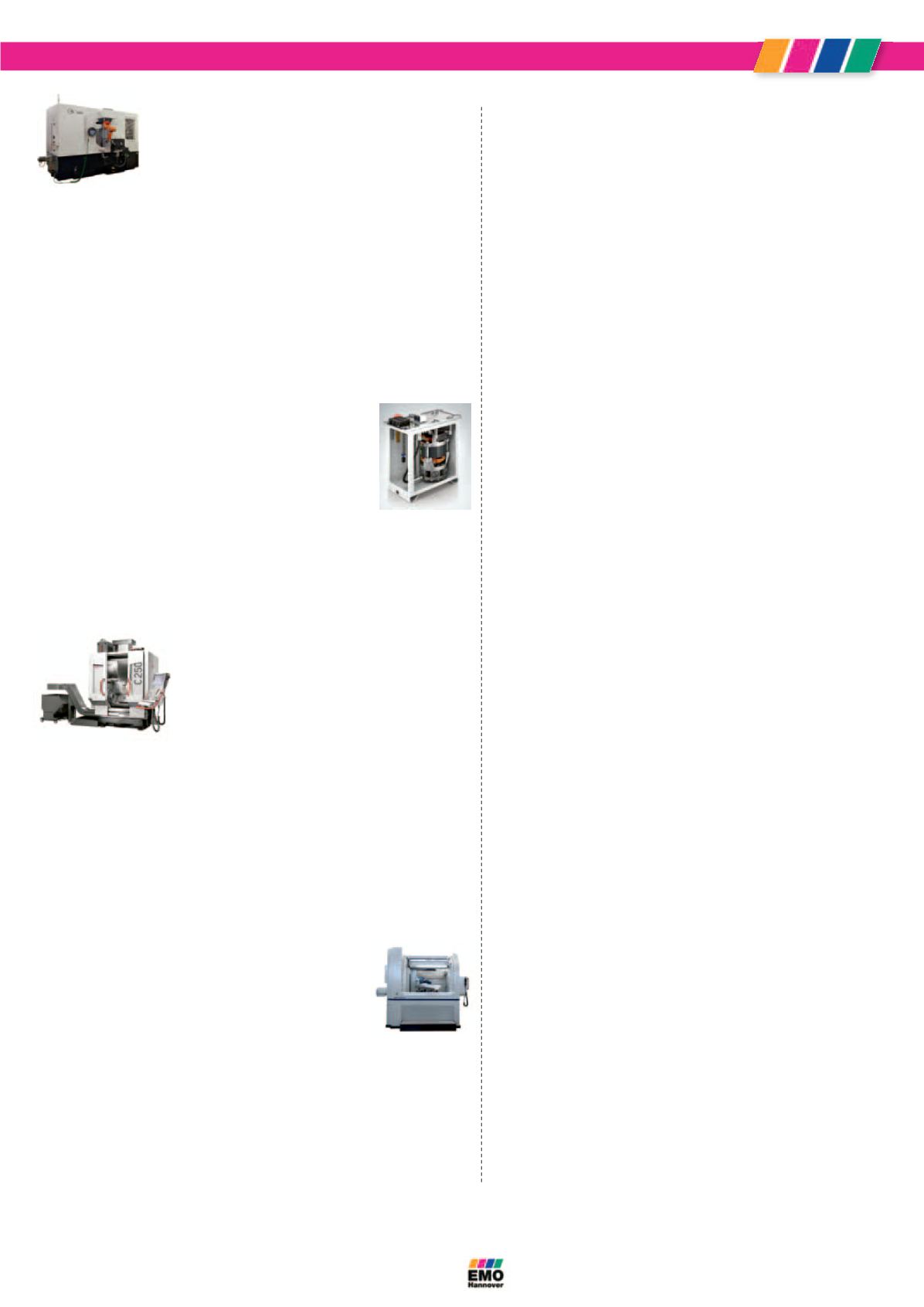
Hermle
The C250 completes the range of Hermle products with an en-
try-level 5-axis machining center that meets the needs of clients
looking for compact design, precision and durability. The X-Y-Z
traverse path of 600-550-450 mm conforms to the highest stan-
dards of simultaneous 5-axis machining on 5 sides, with speeds
up to 35 m/min and a linear acceleration of 6 m/s2. The 320-
mm diameter swivelling rotary table, with a worm gear drive on the
C-axis, allows a swivelling range of +/- 115°, thereby also covering
complex undercuts. The 3-axis version, with its rigid clamping table,
provides a clamping surface of 800 x 616 mm and can deal with
workpieces up to 1,100 kg. Two tool spindles are available: the
15,000 rpm with the SK40 holding fixture and the 18,000 rpm
with the HSK-A63 holding fixture.
Imsa
With a horizontal X-axis of 1,000 mm, vertical Y-axis of 520
mm and a maximum deep drilling depth of 1,000 mm for 4
to 25 mm diameters, Imsa’s MF1000C is a valid solution for
manufacturers of molds, mold inserts, hot channels and cylindri-
cal mechanical parts to be drilled off-center, which also require
preparation and completion of deep holes, such as spot-fac-
ing, twist-drill boring and tapping. On the MF1000C machine,
milling is performed with the ISO40 spindle. Thanks to the in-
novative ‘Swing On Top Imsa System’, no machine part has to
be removed/added during the switchover from drilling to milling
configuration and back.
Ghiringhelli
Ghiringhelli espone una particolare configurazione della fa-
mosa linea delle rettificatrici senza centri APG-S CNC8A nella
quale si integra, a bordo macchina, un robot Kuka che assolve
sia ai compiti di alimentazione sia che quelli verso i sistemi di pre e post-process
previsti. La conformazione macchina robotizzata, sviluppata dai tecnici Ghirin-
ghelli in collaborazione con Siemens e implementata sul CNC Sinumerik 840D
SL con interfaccia di proprietà Ghiringhelli, rappresenta un esempio unico nel
suo genere e probabilmente il primo in assoluto per queste tipologie di macchi-
ne. Le rettificatrici senza centri si caratterizzano per le ‘innovative tecnologie che
le rendono già conformi ai requisiti previsti da Industria 4.0 quali automazione,
diagnostica, librerie mole profili, programmazione cicli, calcoli statistici per corre-
zione quote in ciclo, manutenzione predittiva e controllo remoto’.
Hawe
Le centraline MPN proposte da Hawe sono studiate per
fornire potenza Idraulica nei circuiti idraulici di macchine
utensili ad asportazione truciolo, presse, impianti di bloc-
caggio e macchine da laboratorio. Il design compatto, ab-
binato al fatto di lavorare a pressioni elevate e alle pompe
calettate direttamente sull’albero motore, fanno sì che le centraline MPN rap-
presentino una valida alternativa alle soluzioni convenzionali. Il gruppo moto-
pompa MPN è idoneo per un servizio breve o intermittente del tipo S2 e S3.
Grazie a un vasto programma elettrovalvole flangiabili direttamente sul coper-
chio e combinabili tra loro, si possono creare facilmente soluzioni complete.
Hermle
Il centro di lavorazione a 5 assi C250 completa la
gamma di prodotti Hermle nel segmento inferiore e
va incontro alle esigenze dei clienti che richiedono
compattezza, precisione e durevolezza. Le corse di
lavoro di 600-550-450 mm negli assi X-Y-Z offrono i migliori presuppo-
sti per una lavorazione a 5 assi simultanei su 5 lati con rapidi fino a 35 m/
min e accelerazioni di 6 m/s
2
. La tavola roto-basculante CN diametro 320
mm, provvista di un azionamento tramite vite senza fine nell’asse C, offre un
campo di basculamento di +/- 115°, consentendo così anche sottosquadri
complessi. Nella versione a 3 assi, la tavola portapezzo fissa offre una super-
ficie di staffaggio di 800 x 616 mm ed è in grado di accogliere pezzi fino a
1.100 kg. Per il mandrino è possibile optare tra un 15.000 giri/min attacco
SK40 oppure 18.000 giri/min attacco HSK-A63.
Imsa
Con un asse orizzontale X di 1.000 mm, verticale Y di
520 mm, e una profondità massima di foratura profon-
da di 1.000 mm per diametri da 4 a 25 mm, MF1000C
di Imsa è una valida soluzione per i costruttori di stampi,
tasselli, canali caldi, e particolari meccanici cilindrici da forare fuori asse, che ri-
chiedono anche qualche operazione di preparazione e completamento dei fori
profondi, quali lamature, forature con punte elicoidali, filettature. Sulla mac-
china MF1000C le lavorazioni di fresatura vengono eseguite con il mandrino
ISO40. Per evitare che l’operatore debba smontare/montare parti della mac-
china per il passaggio fra foratura profonda e fresatura, il team tecnico Imsa ha
progettato un innovativo sistema, denominato ‘Swing On Top Imsasystem’.