
















 97 / 102
97 / 102

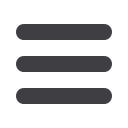
VANTAGE
Il nuovo centro di lavorazione TW500HV Vantage (marchio distribuito da Partner)
combina un centro di lavoro orizzontale con uno verticale per creare un centro
versatile che consente configurazioni e tempi di carico/scarico più veloci, nonchè
migliore precisione in lavorazione sulle cinque facce con un unico piazzamento. Le
corse sono per il mandrino verticale X 650, Y 600 e Z 450, per il mandrino oriz-
zontale X 650, Y 450 e Z 600 mm. La tavola girevole, con una superficie di 500
x 500 mm, permette lavorazioni in continuo ed è dotata di un trasduttore rotativo
assoluto Heidenhain e sistema di bloccaggio idraulico. Gli avanzamenti rapidi sono
di 48/36 m/min. I mandrini sono a 12.000 giri 11 kW a trasmissione diretta con
cono ISO40, entrambi sono dotati di passaggio del lubrorefrigerante alta pressione
attraverso l’utensile. Il centro è dotato di due magazzini utensili a 24 posti random
con braccio di scambio a doppia pinza, il magazzino utensili che serve il mandrino
orizzontale può essere ampliato fino a una capienza di 40 utensili. Il CNC disponi-
bile è Fanuc 0i-MF nella versione full option.
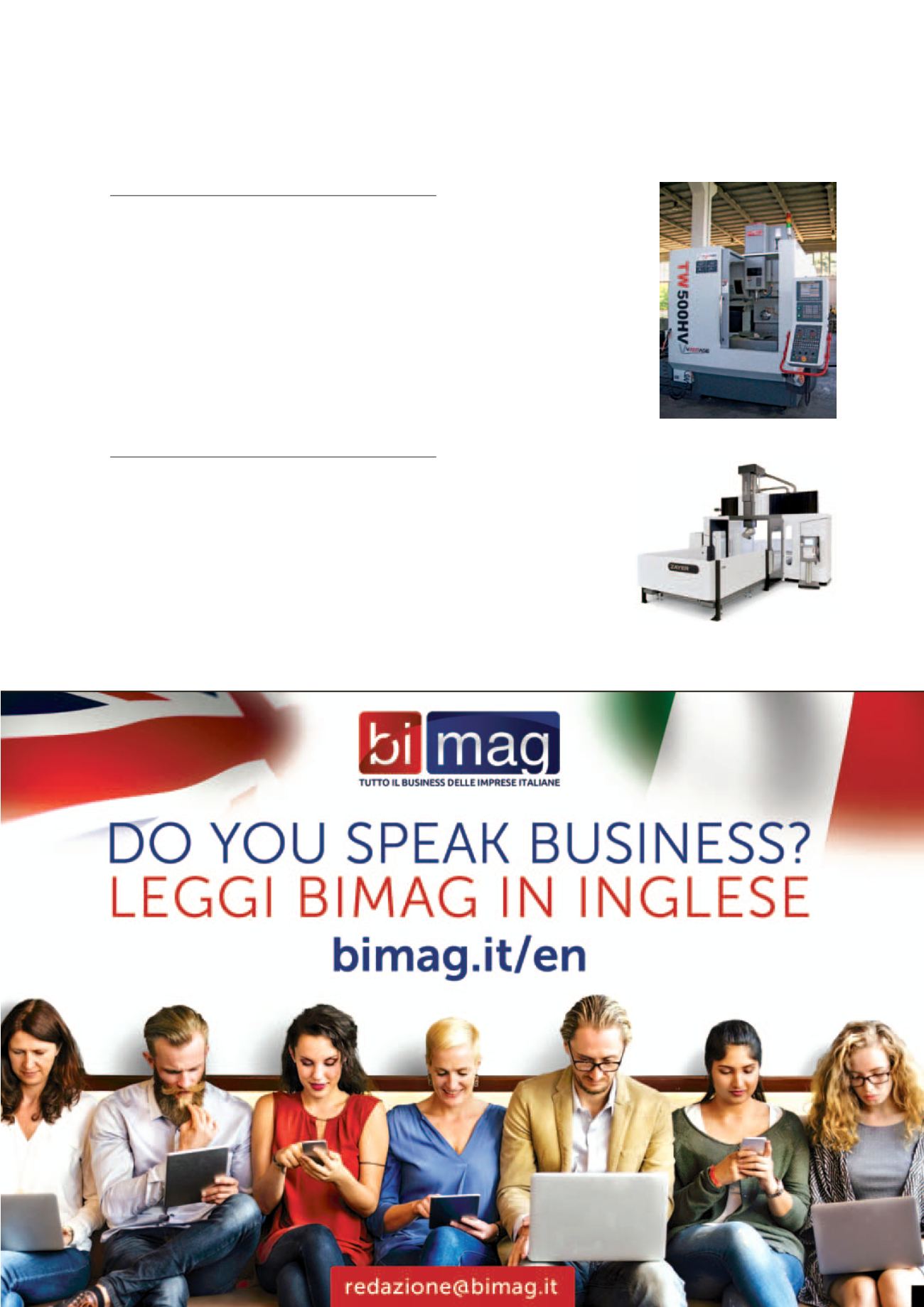
ZAYER
Arion, della Zayer, ha struttura monolitica in ghisa perlitica, frutto della nuova progetta-
zione a elementi finiti che permette di mantenere le caratteristiche strutturali con elementi
di minor peso.
La macchina monta di serie la testa automatica a 45° con posizionamento di 0,001°:
questa testa può orientare l’utensile di lavoro in qualsiasi posizione nello spazio in modo
semplice e preciso. Il sistema di posizionamento della testa è dato con un encoder circo-
lare assoluto. Il sistema Zayer Multi Head di intercambiabilità delle teste, che consente
il montaggio automatico di teste differenti a seconda della tipologia di lavorazione da
eseguire è ottenibile come opzione. Arion può montare la nuova testa birotativa a 30°,
a 5 assi in continuo, che permette di realizzare lavorazioni in sottosquadra ‘assoluta-
mente impensabili prima’. Le teste possono essere di potenza a ingranaggi fino a 6.000
giri/min con attacco DIN 69871 AD 50, o con elettromandrino a 15.000/24.000 giri/
min con attacco HSK A 63.