
















 85 / 118
85 / 118

85
rmo
giugno/luglio 2016
i robot. La produzione nei nostri stabilimenti avviene con
ottimi livelli di qualità e a un prezzo estremamente com-
petitivo e rappresenta così un enorme vantaggio per la
nostra produzione di robot”, afferma Florian Hofmann,
direttore del reparto truciolatura, che conferma così la sua
soddisfazione per questa soluzione.
I vantaggi dell’automazione.
La priorità nel processo
di automazione dei centri di lavorazione era quella di
assicurare un’elevata flessibilità di produzione. I van-
taggi offerti dalla soluzione robotizzata riguardano sia
il gran numero di componenti diversi lavorabili che l’a-
deguamento flessibile dei lotti alle quantità richieste per
il montaggio del robot. Entrambe le macchine sono già
equipaggiate per ampliare la gamma di pezzi qualora
necessario. Il programma di produzione calibrato per-
fettamente per rispondere alle esigenze del montaggio
consente di ridurre al minimo le operazioni di riequipag-
giamento come, ad esempio, la sostituzione delle ganasce
di presa sul robot. L’impiegodel KSCycleMove consentedi
depositare temporaneamente i componenti e ottimizzare
i cicli del centrodi lavorazione inassenzadi personale. Inol-
tre, il sistema di alimentazione dei componenti è basato
sul principio di trasporto a gravità, pertanto privo di azio-
namenti elettrici, e assicura così un funzionamento eco-
nomico e un’elevata disponibilità. Con componenti sottili
e un polso compatto, che vengono impiegati per i robot
della serie KR Quantec, è possibile ridurre al minimo le di-
mensioni della cella e adeguarla perfettamente alle con-
dizioni di spazio disponibile nello stabilimento. Con circa
3.000 mm di raggio d’azione massimo, il robot a sei assi è
in grado di raggiungere senza problemi tutte le stazioni
di lavoro. Allo stesso tempo il peso del robot, ridotto del
13% rispetto al modello precedente, assicura la massima
efficienza energetica e un’elevata dinamicità.
Ulrike Kroehling svolge la sua attività presso Kuka Roboter
GmbH.
seguito a una verifica a sensori, il robot a 6 assi preleva i
pezzi grezzi dal carrello condotto sulla rotaiadel KSCycle-
Move della cella. Il pezzo, serrato nelle ganasce a destra e
a sinistra del mandrino principale e del contromandrino,
viene lavorato suentrambi i lati. Se sono caricati entrambi
imandrini, èpossibile lavorareduepezzi inparallelo. Una
volta terminata la lavorazione, il robot preleva il pezzo
finito dal contromandrino e lo posiziona per il trasporto
su un pallet nella cella. Ad intervalli regolari ha luogo un
controllo della qualità. Il KR Quantec depone il compo-
nentenel cassettodi espulsioneper consentire il controllo
manuale fuori dalla cella.
Tornire, fresare, riequipaggiare.
Mentre l’impianto
Sprint, un banco di tornitura, lavora in pochi minuti i seg-
menti da taglio per produrre componenti per i robot, la
fresa automatica CTX a fianco lavora i getti e segmenti
da taglio in cicli di circa 30 minuti. Al momento su Sprint
vengono lavorati sette componenti che vanno da bulloni
per la serie KR Quantec dal diametro di 55 mm a flange
per robot per carichi pesanti della serie KR Fortec dal dia-
metro di 120mm. Con il CTX vengono lavorati altrettanti
pezzi, che comprendono carter per ruote cilindriche per il
KR Agilus e il KR Quantec con diametri che vanno rispet-
tivamente da 95 mm a 246 mm. Diverse guide di alimen-
tazione e ritorno consentono al centro di lavorazione di
operare in autonomia in funzionamento a tre turni.
Una volta caricato tutto uno strato del pallet con i com-
ponenti lavorati, il robot preleva la ventosa e rileva da
un altro pallet un cartone d’interfalda, che depone sullo
strato completo di pezzi finiti. Anche i carrelli vuoti sui
binari di alimentazione del KS CycleMove rientrano nelle
operazioni assunte dal robot a 6 assi. Quando i carrelli
sono vuoti, il robot li posiziona sullaguidadi ritorno. I car-
relli vuoti ritornano sul binario superiore inclinato finoalla
postazionedi inserimento, dove l’operatore caricanuova-
mente il carrello con i pezzi grezzi. “Siamo pienamente
soddisfatti dell’automazione dei centri di lavorazione con
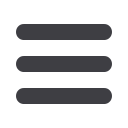
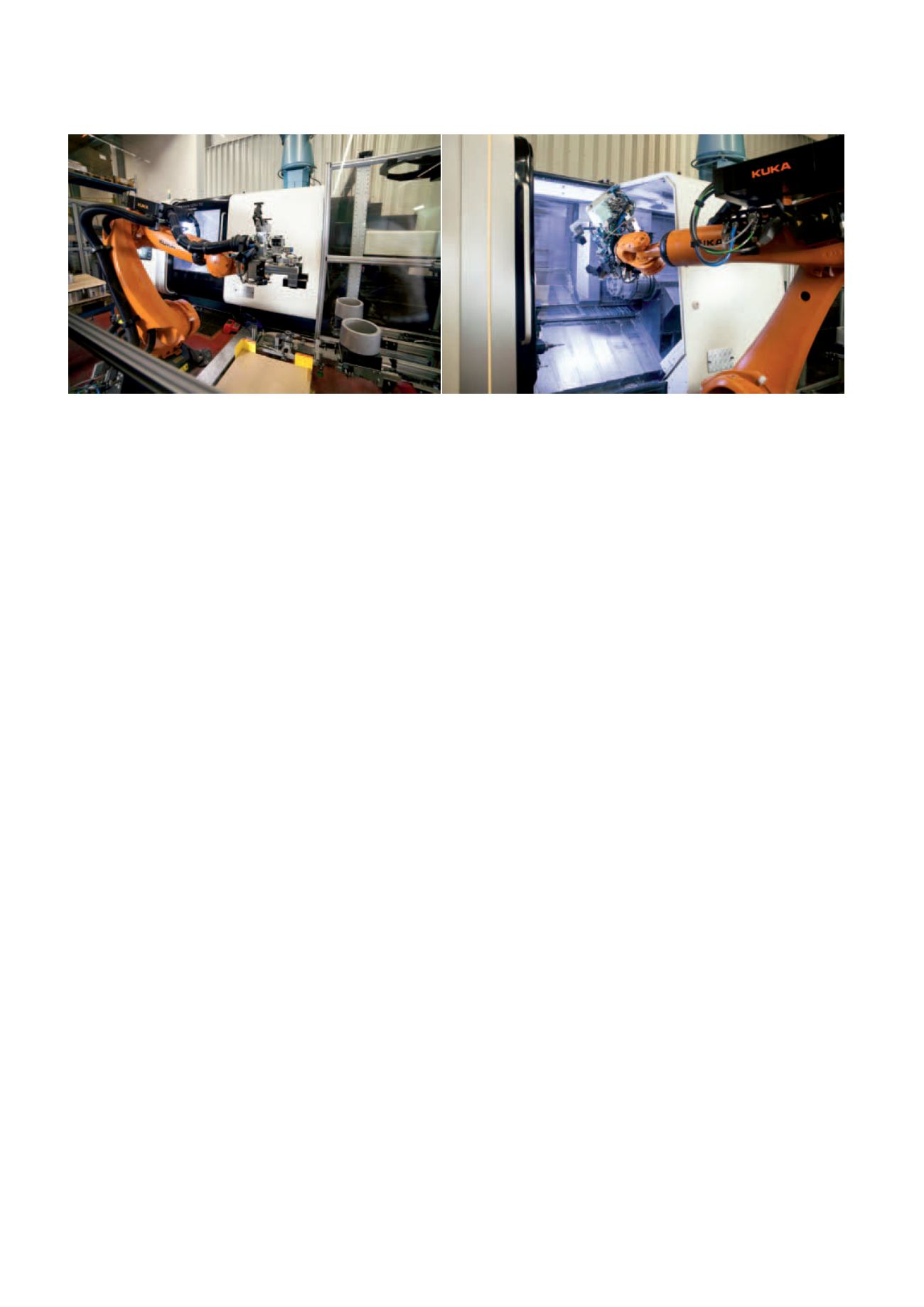
Un KR 150 R2700 extra della serie Kuka KR Quantec carica e scarica le macchine utensili.