
















 82 / 118
82 / 118

82
rmo
giugno/luglio 2016
UTENSILI
zione di bloccaggio a molla, basata sull’utilizzo di una
semplice chiave a sgancio rapido a prova di errore,
che permette di impostare sempre la forza di bloc-
caggio corretta. Inoltre, fa sapere il costruttore scan-
dinavo, l’esclusiva sede inserto con binario superiore
ed inferiore garantisce un posizionamento stabile e
preciso dell’inserto stesso. La sede di quest’ultimo è
inclinata di 20° e integra un elemento di fermo po-
steriore, utile per sostenere forze di taglio elevate.
Per la scanalatura interna con lame CoroTurn SL, gli
utenti possono contare sull’interfaccia Serration Lock
(SL), estremamente robusta, che permette di creare
un’ampia serie di combinazioni di utensili a partire da
scorte minime di adattatori e testine di taglio. La pro-
fondità di taglio massima con le testine CoroTurn SL
è di 22-40 mm. Inoltre, per chi trova difficile scegliere
la combinazione ottimale di adattatore e utensile, è
possibile trovare assistenza online all’indirizzo www.
toolbuilder.sandvik.coromant.com.Per coloro che non
riescono a trovare la combinazione perfetta per un’ap-
plicazione specifica, CoroCut QD è disponibile anche
con l’opzione ‘tailor made’, che consente la creazione
personalizzata di lame, utensili a stelo e inserti.
Maggiore velocità.
Una volta stabilita la configura-
zione utensile ottimale, gli utilizzatori scopriranno che
sia la velocità sia l’avanzamento, di norma, possono
essere aumentati rispetto ai sistemi esistenti. Di solito
la velocità, se si utilizza refrigerante ad alta precisione,
può essere migliorata del 30-50%. Un altro suggeri-
mento utile per ottimizzare le operazioni è ridurre la
velocità di avanzamento fino al 75% circa 2 mm prima
della caduta del pezzo. Inoltre, quando la macchina
raggiunge la velocità di rotazione limite, conviene
disattivare l’adduzione di refrigerante per evitare il
tagliente di riporto, specialmente su pezzi in acciaio
inossidabile: la velocità di rotazione limite, in genere,
si raggiunge quando la velocità scende al di sotto di
100 m/min. Tra le altre cose, è consigliabile mantenere
il posizionamento in altezza entro una tolleranza di
±0,1 mm e lavorare sempre con la minima sporgenza
possibile (massimo 8-10 x larghezza di inserto).
Attenendosi a queste indicazioni è possibile ottenere
risultati straordinari, affermano i tecnici dell’azienda,
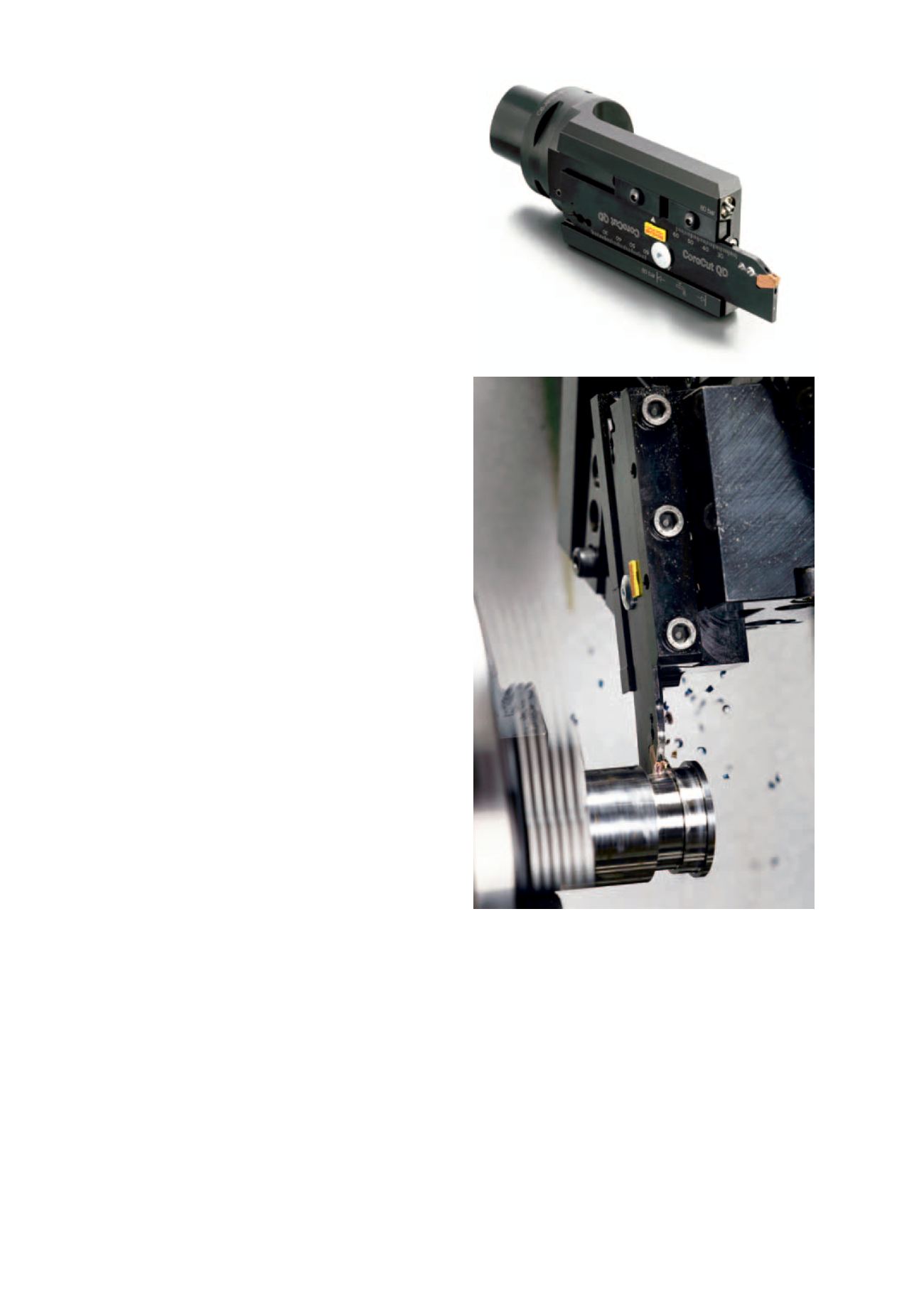
come dimostrato da un esempio tratto dall’esperienza
reale di un nostro cliente durante la troncatura di un
tubo in acciaio inossidabile: con dati di taglio superiori
e larghezze di taglio inferiori del 25%, CoroCut QD ha
aumentato del 106% la durata utensile riducendo, nel
contempo, il tempo ciclo rispetto al sistema di tronca-
tura utilizzato in precedenza. Un altro esempio riguarda
la troncatura di una barra in acciaio inossidabile da 45
mm di diametro nell’ambito del processo di lavorazione
di un miscelatore per doccia. In questo caso ‘il risultato è
stato strabiliante’, con un aumento della durata utensile
pari al 283%. Ciò ha reso possibile utilizzare la macchina
più a lungo, facilitando la produzione non presidiata.
Risultati simili significano una cosa sola, dichiara il
costruttore, CoroCut QD ‘garantisce prestazioni stra-
ordinarie in termini di durata utensile e sicurezza di
processo’. Di conseguenza, diventa possibile ottenere
un vero e proprio processo di lavorazione ‘green
light’ per troncatura e scanalatura profonda, in ope-
razioni interne ed esterne.
CoroCut QD ha un bloccaggio a molla che, con una semplice chiave a sgancio
rapido a prova di errore, permette di impostare un serraggio corretto.