150
&
T
ecnologia
P
roduzione
rmo
settembre 2014
famiglie di pezzi senza restrizioni, le corse raggiungono i
1.600 x 1.010 x 1.400 mm rispettivamente sugli assi X, Y e
Z. Le due serie di guide sulle quali scorre l’asse X offrono
un appoggio solido e stabile, all’interno del quale ricade il
baricentro in Y e Z dell’intera parte inmovimento. In que-
sto modo la stabilità della macchina è sempre assicurata,
nonostante le accelerazioni di 5 m/sec
2
e gli avanzamenti
rapidi pari a 50 m/min. La precisione è garantita non solo
dall’intrinseca rigidezza della struttura, ma anche dalle
righe ottiche pressurizzate, presenti su tutti gli assi lineari
edagli encoder suquelli rotativi. Lapresenzadi una coppia
di azionamenti su ciascun asse permette di raggiungere le
prestazioni dinamiche citate e di eliminare i giochi.
Un sistema di bilanciamento sull’asse verticale compensa
poi la massa, lasciando che gli unici sforzi a gravare sulla
struttura siano solo quelli di lavoro.
Il cuore dell’area di lavoro.
La famiglia i.Tank può es-
sere equipaggiata con diverse tipologie di mandrini in
funzione delle coppie e del numero di giri richiesti. L’im-
pianto di tornio/fresatura ha richiesto l’impiego di un elet-
tromandrinoCaptoC8da8.000giri/min, capacedi erogare
una potenza di 60 kW e una coppia di 487 Nm. La tavola
girevole (asse B) a 3.600.000 posizioni ha un sistema di
trasmissione tradizionale a vite corona e una velocità di
rotazione di 20 giri/min. Il gruppo divisore (asse C), fissato
alla tavola girevole, monta un torque motor e offre una
velocità di rotazione che arriva ai 30 giri/min. in fresatura
e 500 giri/min in tornitura. In fase di tornitura, un parti-
colare sistema di bloccaggio indexa il mandrino in posi-
zione fissa, sarà il gruppo divisore a girare, diventando
così mandrino di tornitura ed erogando una potenza
massima di 77 kW e una coppia massima di 2.600 Nm.
MCM si introduce nel settore aerospace fin dagli anni 90
e oggi è un consolidato fornitore dei principali costruttori
e conto terzisti, per la produzione sia di parti strutturali sia
di componenti soggetti a estremo affaticamento, come le
partimotore fissee rotanti ealtreparti strategichedei veli-
voli. Diverse aziende del prestigioso gruppo francese sono
già da tempo utilizzatori di MCM. MCM ha sviluppato in
co-engineering con loro soluzioni ad hoc precise e sofisti-
cate, atte a lavorare in continuo non presidiato e a sempli-
ficare la gestione del complesso processo produttivo.
L’applicazione nell’aerospace.
Il nuovo progetto sopra
citato ha lo scopo di produrre parti rotanti del motore
Leap, in superlega di nickel. I mezzi di produzione svol-
geranno operazioni di tornitura, fresatura, alesatura di
precisione, contornatura e smussatura. La prima parte di
impianto, in corso di fabbricazione presso lo stabilimento
di Vigolzone (PC), si componedi due centri di lavoro i.Tank
1300Multitasking di fresatura e tornitura ad asse orizzon-
tale, dotati di gruppo divisore e di una serie di opzioni
che ne personalizzano notevolmente la configurazione
e le prestazioni. Gli elementi d’automazione abbinati alla
prima parte di FMS sono dimensionati in modo da garan-
tireunagestioneestremamente flessibiledellaproduzione
prefissata. Lanaturamodularedellenostreunitàpermette
una semplice integrazione delle porzioni di impianto suc-
cessive. La struttura di i.Tank, realizzata in acciaio elettro-
saldato, permette un maggiore controllo della rigidezza,
sostenendo la grande dinamicità della macchina. Caratte-
ristica inconfondibileè la slittaasseXaelevata inclinazione
che irrigidisce fortemente il gruppo montante-carro, ap-
portando benefici a tutte le prestazioni.
L’area di lavoro è stata dimensionata per lavorare intere
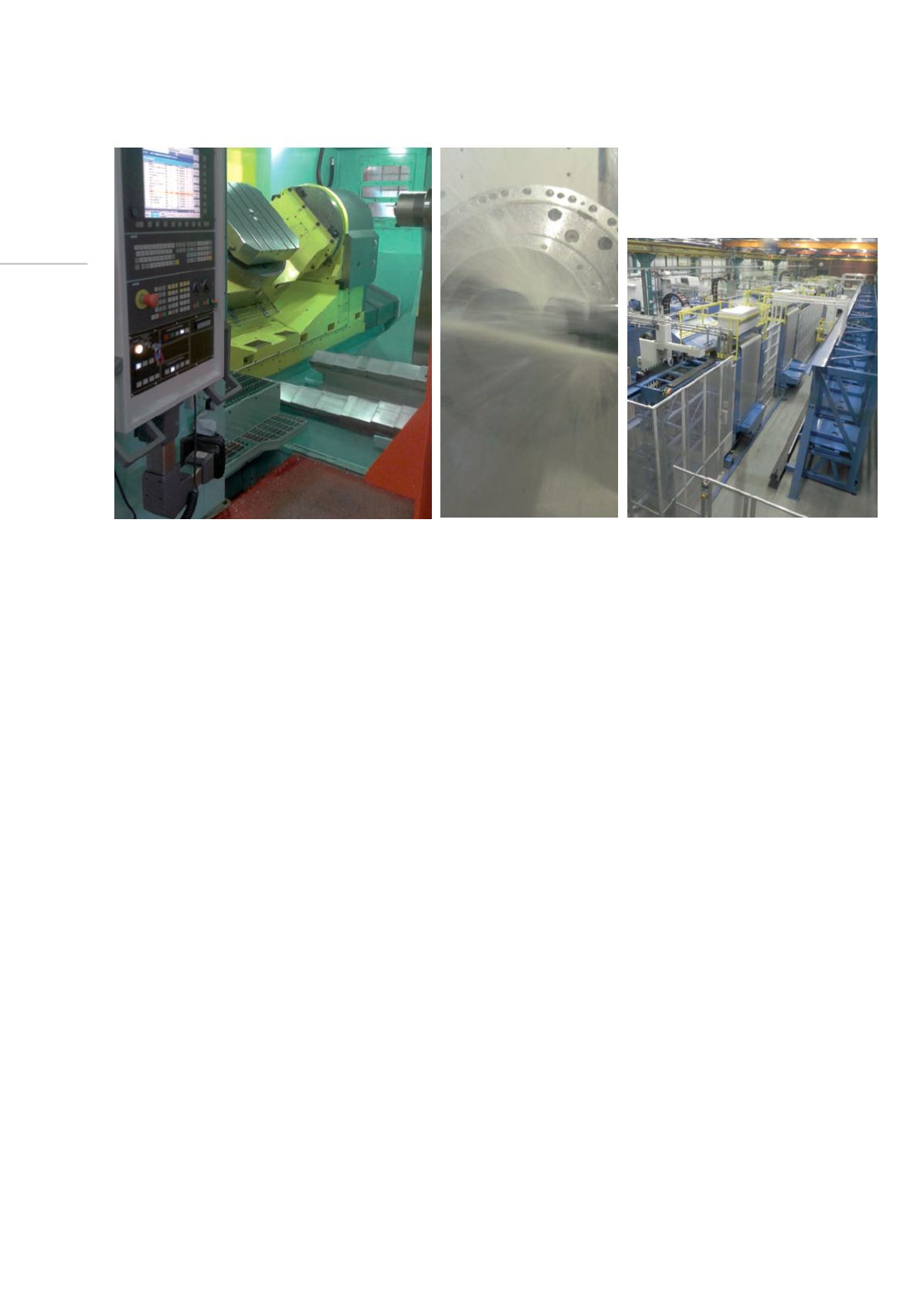
Centro di lavoro MCM a 5 assi con tavola tilting e
pallet 800 x 800 mm.
Alta pressione fino a 250 bar attraverso l’utensile di
tornitura e un impianto FMS con magazzino pallet
lineare multipiano.
Centri di lavoro


