104
rmo
ottobre 2013
&
T
ecnologia
P
roduzione
Utensili
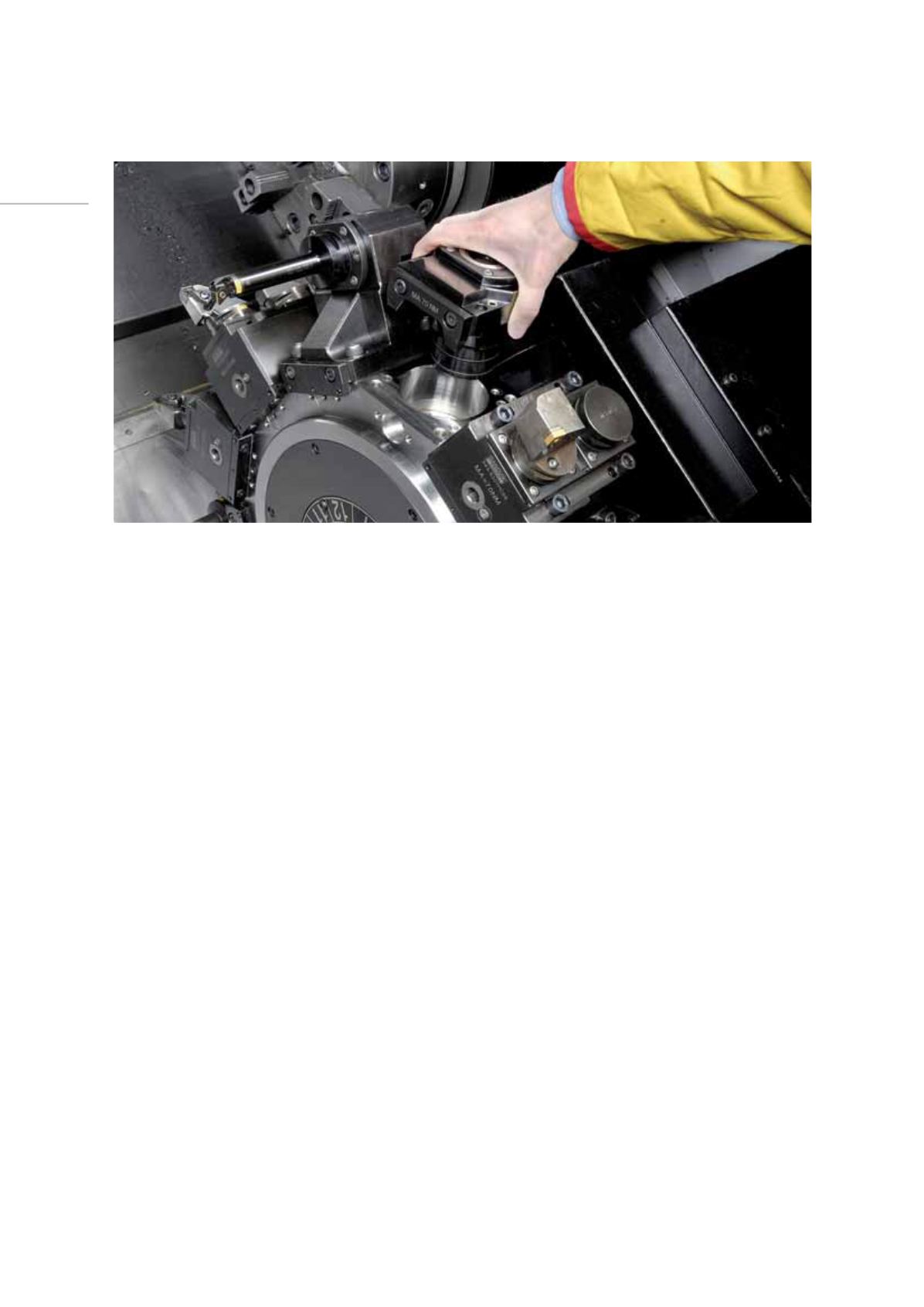
Barre antivibranti.
Vediamo un esempio concreto di
approccio diverso all’attrezzamento a cambio rapido:
presso l’unità operativa in questione un tornio per lavo-
razioni petrolifere lavora tubi di lunghe dimensioni; il
tornio è equipaggiato con una barra antivibrante Silent
Tools, lunga 2,5 m con diametro di 150 mm, bloccata
sul portautensile. La macchina esegue operazioni di ba-
renatura, di sgrossatura e finitura, scanalatura e filet-
tatura all’interno di fori profondi. L’uso degli utensili
modulari ha fornito molti vantaggi nella sostituzione
rapida e accurata non delle barre ma delle unità di ta-
glio serrate all’estremità della barra. L’elevata ripetibi-
lità dell’accoppiamento a cambio rapido consente di
eliminare l’operazione di posizionamento del tagliente
nella macchina. Il motivo dell’utilizzo di una barra di
alesatura antivibrante è triplice: garantire i livelli di tol-
leranza e di finitura superficiale, minimizzare i tempi di
lavorazione con un minimo di passate ed essere in grado
di applicare i dati di taglio ottimali. Qui, produttività e
sicurezza sono le parole chiave, poiché la produzione dei
componenti deve risultare competitiva. Le grandi barre
di alesatura sono dotate di interfacce Coromant Capto
C10 per la tornitura interna di fori maggiori di 100 mm,
con sporgenze fino a dieci volte il diametro, fornendo
fori di alta qualità e un incremento della produzione.
L’impianto di refrigerante ad alta pressione è disponi-
bile per garantire un buon controllo ed evacuazione dei
trucioli. La funzione di cambio rapido permette di ese-
guire un veloce set-up delle barre di alesatura con ele-
vata precisione. Questo riguarda spesso le applicazioni
non solo nei torni a bancale piano ma anche nei grandi
centri di tornitura e macchine multi-task.
e l’attrezzamento a cambio rapido sui centri di torni-
tura è ancora poco utilizzato nella maggior parte nelle
officine.
Refrigerante ad alta pressione.
L’adattamento
dell’attrezzamento modulare sui centri di tornitura è
stato ulteriormente accelerato con il maggiore utilizzo
di refrigerante ad alta pressione per favorire il controllo
del truciolo. Le tubazioni esterne tendono ad aumen-
tare il tempo di cambio utensile, mentre gli utensili mo-
dulari hanno integrato il dispositivo idraulico già pronto
per funzionare. Le unità di taglio presentano ugelli pre-
settati e fissati, consentendo di ridurre ulteriormente il
tempo di piazzamento della macchina. Ci sono anche
gli inserti specifici per sfruttare al massimo il potenziale
del sistema di adduzione del refrigerante. Spesso, non
si tratta di adattare l’intera torretta del centro di torni-
tura con cambio rapido e sistema di refrigerante ad alta
pressione, ma in alcuni casi solo una o poche posizioni.
Queste posizioni sono quelle che sono più spesso so-
stituite o responsabili delle interruzioni più lunghe. A
seconda del tipo di produzione, il resto delle posizioni
possono contenere utensili a stelo tradizionali perma-
nentemente montati. Le applicazioni con barra di alesa-
tura assieme agli utensili motorizzati sono normalmente
le prime a essere adottate come posizioni a cambio ra-
pido, perché questi ultimi impegnano la maggior parte
del tempo di presetting su un tornio. Oggi, l’attrezza-
mento a cambio rapido Coromant Capto è disponibile
per la maggior parte dei tipi di torretta e portautensile,
per cui le macchine possono essere trasformate attra-
verso le esistenti posizioni di bloccaggio degli utensili.
Interfaccia
Coromant
Capto Bolt-On.


