103
rmo
ottobre 2013
solo ha ridotto i tempi di set-up tra diversi lotti da alcune
ore a una media di mezz’ora, ma anche le dimensioni
dei lotti, da ben più di mille a soli 50 o meno, con un
riscontro economico.
Una delle postazioni dei centri di tornitura produce so-
litamente misuratori di flusso realizzati in Inconel. Le
varie operazioni sono state migliorate attraverso misure
di potenziamento della produttività, e le dimensioni dei
lotti hanno potuto essere ridotte vantaggiosamente.
L’ottimizzazione degli inserti multitaglienti è stata de-
terminante per il raggiungimento degli effettivi per-
fezionamenti dei processi. Le unità di produzione di
lotti medio-piccoli consigliano normalmente l’utilizzo
di macchine multi-task, al posto di macchine più veloci,
per poter eseguire il maggior numero possibile di opera-
zioni con un unico set-up, evitando inutili operazioni di
controllo e di preparazione del componente. La varietà
di macchine multifunzionali ora si estende dai centri di
tornitura con utensili motorizzati, alle macchine con asse
B, ai torni verticali con mandrino di fresatura e ad alcuni
centri di lavoro a cinque assi con tavola rotante, ma, in
generale, il tempo di cambio utensile, per passare da un
lavoro a un altro, rimane ancora estremamente lungo
i margini potenziali di miglioramento delle operazioni
ad asportazione di truciolo, così come considerare il por-
tautensili tenendo bene a mente il set-up, i fermi per il
cambio degli utensili, le scorte di utensili e la versatilità.
“L’attrezzamento modulare a cambio rapido ha avuto
un’enorme influenza sulla produttività - spiega il re-
sponsabile del business unit - ci sono esempi che mo-
strano miglioramenti superiori al 50%, come nel caso di
una macchina utensile che è stata in grado di eseguire
diversi lavori grazie ai tempi di fermo molto più brevi.
Ovviamente, l’ottimizzazione dell’attuale processo di
lavorazione dei metalli e la programmazione della mac-
china più adatta al lavoro sono altri fattori che hanno
fatto una notevole differenza per ridurre i tempi di cam-
bio lotto al minimo”.
Attrezzamenti veloci.
Una tipica postazione nello
stabilimento è costituita da due centri di tornitura CNC
che lavorano più di cinquanta tipi diversi di componenti
principalmente mandrinati, alcuni diversi per tipo, altri
per dimensione. L’operatore cambia gli utensili facil-
mente e rapidamente. Il sistema di portautensili modu-
lari Coromant Capto, ora diventato standard ISO, non
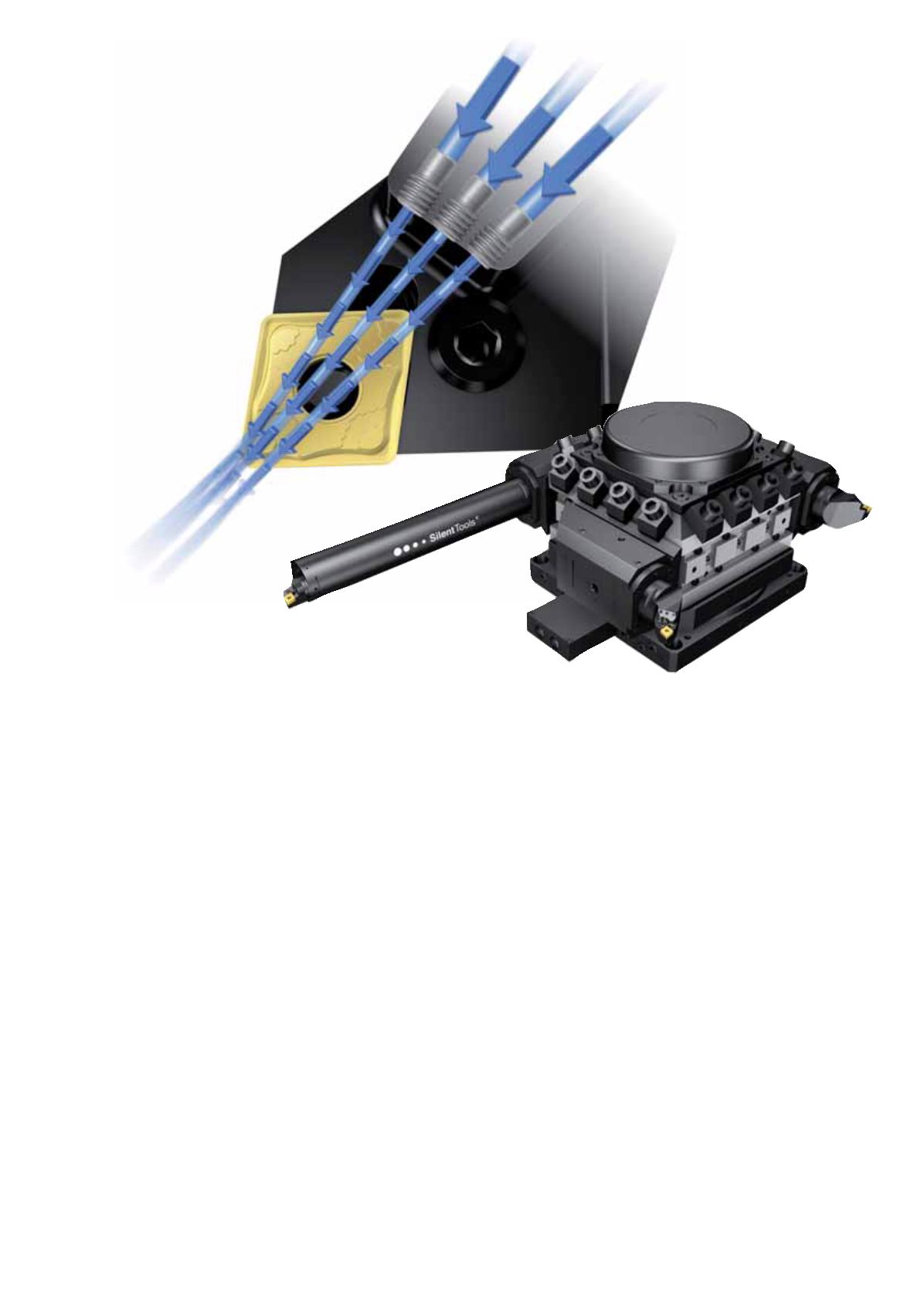
Il refrigerante ad alta pressione favorisce il controllo del truciolo. Le unità di taglio
hanno gli ugelli presettati e fissati, il che riduce anche il tempo di piazzamento della
macchina. A destra, le barre di alesatura antivibranti Silent Tools.


