
















 83 / 104
83 / 104

83
rmo
maggio 2018
stro trasportatore a tappeto per lo scarto e un sistema
di controllo con dadi, viti e boccole nella cella 4.
Il sistema non solo garantisce zero difetti, ma assicura
una capacità produttiva di 35 pezzi all’ora: una volta
determinata la quantità giornaliera di prodotti da re-
alizzare, si organizza il processo produttivo e quindi ri-
sulta più semplice e gestibile evitare di generare stock
invenduto.
I tempi di preparazione della macchina vengono ri-
dotti al minimo, mentre i robot vengono program-
mati in fase di installazione dell’impianto, e tale
programmazione non viene più cambiata, salvo per
espresse necessità del cliente, poiché l’intero sistema
è studiato per produrre un determinato elemento con
la massima precisione. Inoltre, durante il processo, un
sistema puntuale di diagnosi eseguita da un PLC, che
comunica con i componenti presenti all’interno di
ciascuna isola, agisce preventivamente sulle possibili
cause di fermo macchina. Il risultato è quello di avere
elevate efficienza e qualità.
Negli anni 90 il gruppo incrementa la sua quota di
mercato e il suo parco clienti automotive aumentando
le capacità produttive di stampaggio e assemblaggio
e introducendo nei propri processi le tecnologie più
aggiornate e innovative per la produzione e il con-
trollo dei propri manufatti a garanzia della migliore
qualità per i clienti.
Gli anni 90 coincidono anche con la prima internazio-
nalizzazione attraverso l’apertura dell’unità produt-
tiva in Marocco a cui si aggiungono un’ulteriore unità
produttiva in Italia, specializzata nella produzione di
cerniere e serrature, e successivamente nuove unità
produttive in Spagna, Francia e Polonia.
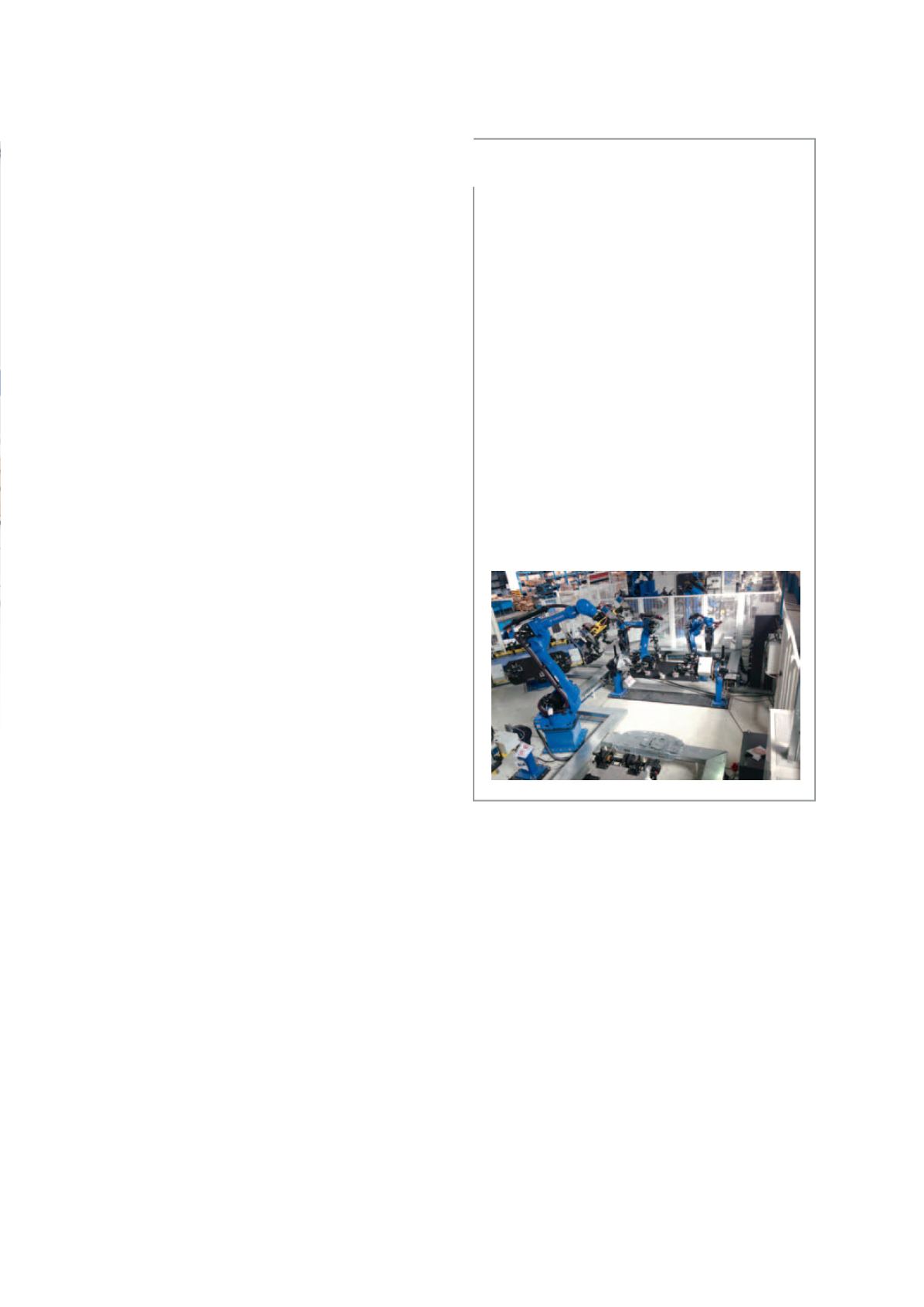
Un ciclo perfetto.
Per Proma Group Yaskawa Italia
ha progettato e realizzato delle isole robotizzate dalle
dimensioni compatte e dall’elevata efficienza, tale da
massimizzare la produzione oraria tramite saldatura a
punto degli elementi finiti. La peculiarità di questo im-
pianto è che in 300 m
2
sono state concatenate tra loro
quattro celle complete, con una forte ottimizzazione
del numero di robot impiegati, per consentire snellezza
di produzione e riduzione degli spazi, sempre garan-
tendo efficienza e qualità. Il tutto nel rispetto di vincoli
legati al layout dello stabilimento da un lato e dall’altro
al metodo di lavorazione, fondamentale da considerare
per progettare le attrezzature necessarie.
Le quattro celle robotizzate sono collegate tra loro
mediante nastri trasportatori e realizzano il prodotto
finito seguendo un unico flusso di lavoro.
Ogni cella assolve a una specifica operazione: in
ognuna delle quattro fasi di lavorazione, un opera-
tore realizza il carico manuale e, una volta avviato
il ciclo di lavorazione, l’elemento lavorato passa da
una cella alla successiva. Terminata la saldatura robo-
tizzata dei particolari e completato il ciclo di lavoro,
i robot scaricano automaticamente i particolari finiti
completi delle saldature richieste su nastro trasporta-
tore. La quarta cella si differenzia per la gestione del
carico/scarico pezzi: in entrata, il pezzo viene gestito
in modo automatizzato anziché manuale, mentre in
uscita l’elemento completo viene posato direttamente
su di un cassone posto su tavola girevole oppure nastro
trasportatore, se si tratta di scarto.
Azzerare i difetti.
Yaskawa, dicono i tecnici azien-
dali, ha soddisfatto le aspettative del cliente offrendo
un sistema di saldatura robotizzata in grado di realiz-
zare un prodotto generando il minor numero possi-
bile di scarti durante il processo di lavorazione. Tale
qualità è verificabile in tempo reale mediante l’analisi
di diversi elementi disposti lungo l’intero processo di
produzione: un cassetto di estrazione nella cella 1, una
stazione di controllo con dadi e viti nella cella 2, un na-
Più vicini al pezzo
I robot della serie Motoman MS sono progettati
per le applicazioni di saldatura a punti. Con
un carico utile compreso tra gli 80 e i 210 kg
e un’area di lavoro di 1.623-2.702 mm, questi
modelli a 6 assi si prestano ottimamente a gestire
sia le pesanti pinze di saldatura tradizionali,
sia eventuali versioni di dimensioni ridotte,
grazie al particolare design dinamico. Possono
essere posizionati molto vicino al pezzo e quindi
consentono di realizzare linee di saldatura più
corte. Anche i cicli risultano più brevi grazie alla
regolazione flessibile delle linee di saldatura.
Avere cicli di lavorazione ridotti è particolarmente
importante per chi opera con grandi lotti di
produzione e ha bisogno di eseguire migliaia di
saldature a punto. Il robot Motoman è in grado di
posizionare la pistola di saldatura con estrema
precisione e velocità, tagliando secondi preziosi
al ciclo di lavorazione e quindi migliorando
sensibilmente la produttività. Infine, i cavi rotanti
internamente vanno dall’asse L alla presa del
robot e passano attraverso il centro dell’asse S.