
















 31 / 104
31 / 104

31
rmo
giugno/luglio 2017
polvere utilizzata, il sincronismo fra le operazioni di
fresatura e quelle di apporto di materiale, il conteni-
mento del rumore e l’abbattimento delle polveri, op-
pure alla necessità di mantenere la rotobascula della
macchina a una certa temperatura richiesta dal pro-
cesso. Il centro di lavoro è dotato di due CN: uno gesti-
sce le variabili degli assi e l’altro le variabili di processo.
Abbiamo tenuto per ultimo il sistema handling flessi-
bile HS flex, la soluzione di automazione di Hermle de-
dicata a diversi modelli di macchine: unica vera novità
dell’open-house di quest’anno, al quale dedichiamo il
box dell’articolo e che tratteremo in maniera appro-
fondita in un prossimo numero della rivista.
“Con il sistema handling HS flex - si legge in una pre-
sentazione del costruttore tedesco - Hermle porta
avanti il suo impegno quasi ventennale nell’automa-
zione dei propri centri di lavorazione e lancia sul mer-
cato uno strumento potente e compatto. Anche se non
ancora pienamente lanciato, ne sono già state vendute
diverse unità, mettendo chiaramente in evidenza i
grandi vantaggi dovuti all’automazione”.
@dapascucci
e Hacs che sono stati ampliati nelle loro possibilità per
permettere tutte le più avanzate funzioni di networ-
king. Il pubblico ha potuto visionare il loro funziona-
mento direttamente sulle macchine e interloquire con
gli esperti aziendali.
Tecnologia additiva.
La grande novità dell’anno
scorso, la tecnologia MPA (Metal Powder Applica-
tion), è stata anche quest’anno fra gli argomenti più
attrattivi, avendo suscitato notevoli aspettative e una
spasmodica attesa di vederla pienamente commer-
cializzata. Il sistema MPA è basato su di un centro di
lavoro a 5 assi modificato della Hermle che, oltre alle
normali funzioni di fresatura, è in grado di apportare
materiale. In pratica, tramite particolari attrezzature,
un ugello ‘spara’ a velocità ultrasonica e tramite va-
pore acqueo, polvere di metallo sulla superficie in-
teressata. Nell’impatto si sviluppa calore che dà vita
a una deformazione avente gli stessi effetti di una
‘microforgiatura’. E questa operazione si può fare uti-
lizzando polveri di metalli diversi. L’uso controllato e
alternato di fresatura e apporto di materiale permette
la creazione di forme ‘a piacere’.
Prendiamo, ad esempio, la costruzione di uno stampo.
Esso può richiedere l’esecuzione di canali di raffredda-
mento al suo interno; ebbene, con questa tecnologia,
un canale di raffreddamento può seguire la superficie
dello stampo stesso anche se ondulata, senza vincoli
di forma. Oppure è possibile inglobare nel corpo del
manufatto una serpentina di rame per esigenze di ri-
scaldamento in quella zona. Il processo per realizzare
canalizzazioni interne è ingegnoso: prima si fresa un
canale, poi si riempie la cavità con materiale di sup-
porto idrosolubile; quindi si chiude con l’apporto di
altro materiale. A questo punto, immergendo lo
stampo in acqua, il materiale di riempimento si scioglie
e la cavità si libera.
Questa soluzione continua a suscitare grande interesse
dato che colpisce per le complessità tecnologiche che
affronta e risolve, basti pensare ad aspetti come la
gestione dei vari ugelli che cambiano a seconda della
Al servizio dei centri di lavoro
Il nuovo sistema handling HS flex di Hermle
è stato concepito in modo da poter essere
adattato a centri di lavorazione a 3 assi o a 5
assi della Performance Line (C 250 e 400 C),
così come a modelli della High Performance
Line (da C 12, C 22 e C 32 a C 42). Gli assi di
rotazione, gli assi sollevabili e gli assi lineari
dell’unità handling consentono un movimento
preciso dei pezzi fino a 450 kg, tra il posto di
attrezzaggio, i moduli dei caricatori e la zona
di lavoro del centro di lavorazione. Si possono
gestire pallet fino a 500 x 400 mm. Possono
essere ordinati fino a quattro ripiani con un
massimo di 20 posti per caricatori pallet per
ciascun modulo. In tal modo, con l’utilizzo di due
moduli di caricatori sono disponibili fino a 40
posti per pallet.
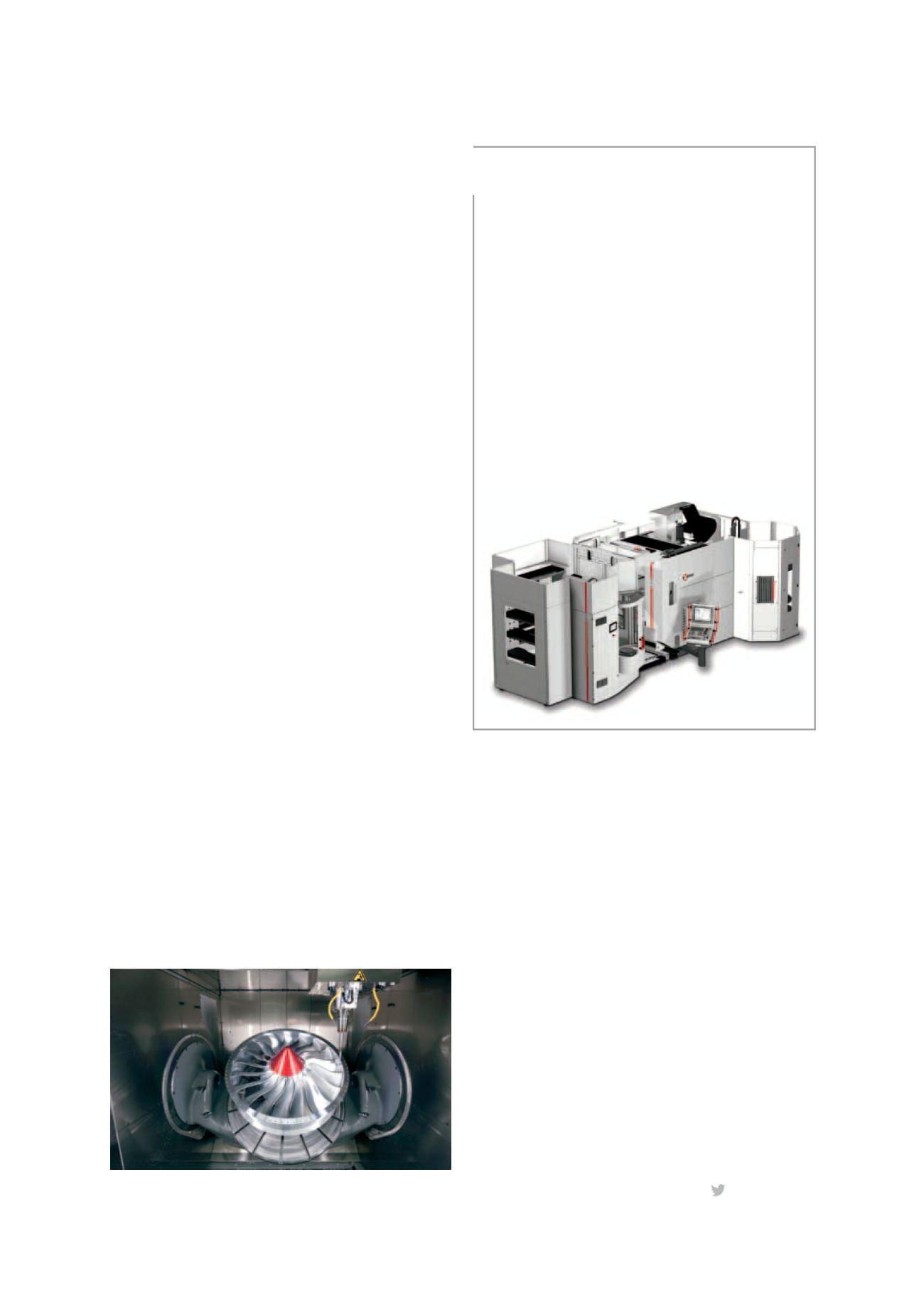
Lavorazione di una turbina su un centro di lavoro C62U MT durante l’open-
house Hermle di Gosheim.