

 Per ulteriori informazioni, si prega di contattare:
Giampaolo Desderi,
Capo ufficio stampa SKF Industrie S.p.A.;
011 9852510; 335 470411; [email protected]
Stefania Sullini,
ufficio stampa SKF Industrie S.p.A.;
011 9852279; 366 6226895; [email protected]
da SKF nel campo della conoscenza tecnologica
applicata ai cuscinetti, la rettifica finale delle parti
rotanti viene effettuata esclusivamente all’interno
dello Spindle Service Center da personale con
anni di esperienza alle spalle. La rettifica prevede
anche il ricondizionamento di tutti i tipi di attac-
chi utensile a cui segue il bilanciamento dinamico
delle parti rotanti, effettuato su macchine spe-
cifiche per ottimizzare il grado di equilibratura.
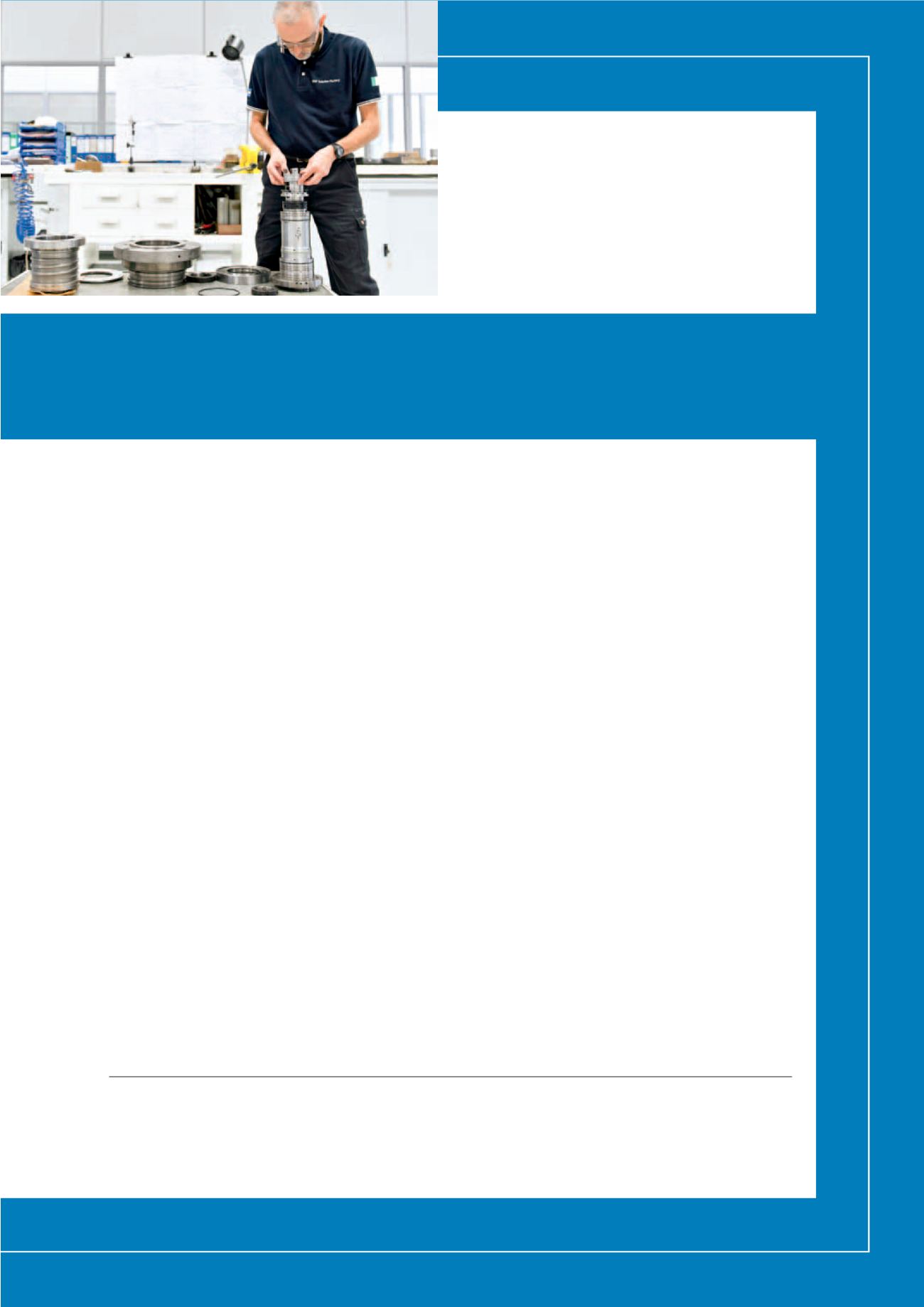
Prima di iniziare il montaggio vero e proprio,
alcuni componenti come le aste draw bar ven-
gono assemblate e testate separatamente con
un banco prova dedicato al controllo del preca-
rico sul sistema di trattenimento utensile.
Si procede quindi al montaggio e ai test sui ban-
chi prova in un ambiente climatizzato a tempe-
ratura costantemente controllata.
Tutti i mandrini ed elettromandrini vengono
testati nelle stesse condizioni di utilizzo in mac-
china fino alla massima velocità.
Il test prevede l’utilizzo di appositi convertitori,
che possono essere in frequenza o vettoriali nel
caso in cui si parli di elettromandrini da rettifica
o da fresatura.
Tutti i banchi prova sono dotati di un sistema di
refrigerazione motore e di un sistema di lubrifi-
cazione per i cuscinetti.
Durante i test vengono effettuati controlli com-
pleti per quanto riguarda la temperatura e l’assor-
bimento di corrente. Il controllo e l’ottimizzazione
delle vibrazioni avviene tramite strumentazione
dedicata SKF Microlog.
In parallelo si procede alle verifiche dimensionali
e ai controlli geometrici statici come run out ed
il controllo asta 300.
Alla fine il mandrino viene consegnato al cliente,
con una certificazione che attesta il lavoro svolto
in tutte le sue fasi.
Un caso interessante riguarda la sensorizza-
zione di un elettromandrino da fresatura a ele-
vata velocità. Nel corso del processo di revisione
è stata progettata e realizzata l’installazione di
due sensori vibrazionali in prossimità dei cusci-
netti anteriori e posteriori. Il segnale acquisito
consente di ottenere uno spettro in frequenza
che fornisce le informazioni fondamentali per
stabilire lo stato di usura dell’elettromandrino.
L’intervento ha permesso di ridurre i fermi mac-
china e, di conseguenza, aumentare la produttività.
SKF è un fornitore leader a livello mondiale nel settore di cuscinetti, guarnizioni, meccatronica, sistemi di lubrificazione e servizi
tra cui l’assistenza tecnica, i servizi di manutenzione, consulenza ingegneristica e formazione. SKF è presente in oltre 130 paesi
e vanta circa 17.000 punti di distribuzione in tutto il mondo. Nel 2015 le vendite del Gruppo sono state pari a 75.997 milioni di
corone svedesi. I dipendenti erano 46.635. www.skf.com
SKF è un marchio registrato del Gruppo SKF.
Per ulteriori informazioni, si prega di contattare:
Giampaolo Desderi,
Capo ufficio stampa SKF Industrie S.p.A.;
011 9852510; 335 470411; [email protected]
Stefania Sullini,
ufficio stampa SKF Industrie S.p.A.;
011 9852279; 366 6226895; [email protected]
da SKF nel campo della conoscenza tecnologica
applicata ai cuscinetti, la rettifica finale delle parti
rotanti viene effettuata esclusivamente all’interno
dello Spindle Service Center da personale con
anni di esperienza alle spalle. La rettifica prevede
anche il ricondizionamento di tutti i tipi di attac-
chi utensile a cui segue il bilanciamento dinamico
delle parti rotanti, effettuato su macchine spe-
cifiche per ottimizzare il grado di equilibratura.
Prima di iniziare il montaggio vero e proprio,
alcuni componenti come le aste draw bar ven-
gono assemblate e testate separatamente con
un banco prova dedicato al controllo del preca-
rico sul sistema di trattenimento utensile.
Si procede quindi al montaggio e ai test sui ban-
chi prova in un ambiente climatizzato a tempe-
ratura costantemente controllata.
Tutti i mandrini ed elettromandrini vengono
testati nelle stesse condizioni di utilizzo in mac-
china fino alla massima velocità.
Il test prevede l’utilizzo di appositi convertitori,
che possono essere in frequenza o vettoriali nel
caso in cui si parli di elettromandrini da rettifica
o da fresatura.
Tutti i banchi prova sono dotati di un sistema di
refrigerazione motore e di un sistema di lubrifi-
cazione per i cuscinetti.
Durante i test vengono effettuati controlli com-
pleti per quanto riguarda la temperatura e l’assor-
bimento di corrente. Il controllo e l’ottimizzazione
delle vibrazioni avviene tramite strumentazione
dedicata SKF Microlog.
In parallelo si procede alle verifiche dimensionali
e ai controlli geometrici statici come run out ed
il controllo asta 300.
Alla fine il mandrino viene consegnato al cliente,
con una certificazione che attesta il lavoro svolto
in tutte le sue fasi.
Un caso interessante riguarda la sensorizza-
zione di un elettromandrino da fresatura a ele-
vata velocità. Nel corso del processo di revisione
è stata progettata e realizzata l’installazione di
due sensori vibrazionali in prossimità dei cusci-
netti anteriori e posteriori. Il segnale acquisito
consente di ottenere uno spettro in frequenza
che fornisce le informazioni fondamentali per
stabilire lo stato di usura dell’elettromandrino.
L’intervento ha permesso di ridurre i fermi mac-
china e, di conseguenza, aumentare la produttività.
SKF è un fornitore leader a livello mondiale nel settore di cuscinetti, guarnizioni, meccatronica, sistemi di lubrificazione e servizi
tra cui l’assistenza tecnica, i servizi di manutenzione, consulenza ingegneristica e formazione. SKF è presente in oltre 130 paesi
e vanta circa 17.000 punti di distribuzione in tutto il mondo. Nel 2015 le vendite del Gruppo sono state pari a 75.997 milioni di
corone svedesi. I dipendenti erano 46.635. www.skf.com
SKF è un marchio registrato del Gruppo SKF.

















