

















 67 / 86
67 / 86

67
rmo
novembre/dicembre 2014
del pezzo. Gli intervalli di ravvivatura possono essere più
lunghi.
Poiché, tuttavia, il processo di ravvivatura risulta estre-
mamente semplificato, quando i contorni sono partico-
larmente complessi è possibile ravvivare con maggiore
frequenza.
Concettualmente, il dispositivo di ravvivatura è una pic-
cola eroditrice a filo. L’elettrodo è un filo che passa in
direzione tangenziale a breve distanza dal punto di lavo-
razione, a velocità costante di 100 millimetri al secondo.
L’antipolo è la mola che durante la ravvivatura si muove
con velocità periferica da 50 a 140 metri al secondo. Non
è necessario impiegare un dielettrico aggiuntivo poiché
l’olio di rettifica adempie già a questa funzione. Il filo di
ravvivatura passa attraverso una scanalatura posta sul
margine di un sottile disco ceramico. Nel punto in cui si
producono le scintille tra il filo e lamola, il disco ceramico
presenta una rientranza.
Possibilità di geometrie libere.
Durante la ravvivatura
di un tipico agglomerante metallico, si possono raggiun-
gere velocità di avanzamento da 15 a 25 mm/min. In
questo modo, è possibile produrre sulla mola geometrie
libere e contorni finemente strutturati con raggio interno
di 0,2 mm e raggio esterno di 0,05 millimetri, raggiun-
gendo velocità di asportazione fino a 80 mm
3
/min. Con
questo procedimento di ravvivatura senza contatto il
grano mantiene la sua forma originaria.
zate già da anni per le lavorazioni di precisione. Come
in queste macchine, l’asportazione del materiale avviene
senza contatto attraverso brevissimi impulsi di corrente
continua in rapida sequenza che generanouna scarica nel
dielettrico tra l’elettrodo e il pezzo. Durante la scarica, mi-
nuscole porzioni di agglomerante metallico della mola si
fondono e vengono rimosse dall’azione di lavaggio del
fluido dielettrico.
Alla ricerca della precisione.
Per la ravvivatura di mole
con agglomerante metallico si utilizzano talvolta delle
ravvivatrici esterne. Le mole devono perciò essere smon-
tate dalla rettificatrice, trasportate fino alla ravvivatrice e
quindi riconsegnate, rimontate sulla rettificatrice e regi-
strate. Ottenere alti livelli di precisione è evidentemente
difficile. Se si considerano inoltre i tempi e i costi associati
all’handling e alla logistica, si comprende come i sistemi
di ravvivatura integrati nella macchina siano particolar-
mente vantaggiosi.
Con WireDress, Studer lancia sul mercato un innovativo
dispositivo di ravvivatura basato sul principio dell’ero-
sione a filo e completamente integrato nella rettificatrice
e nel suo sistema di comando. La mola, pertanto, non
deve mai essere smontata per la ravvivatura. L’accen-
tuata sporgenza dei grani conferisce allamola un’elevata
capacità di taglio. L’afflusso d’olio nel meato di rettifica
è così molto maggiore e ciò permette di incrementare
la velocità di avanzamento con una minore deflessione
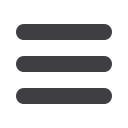
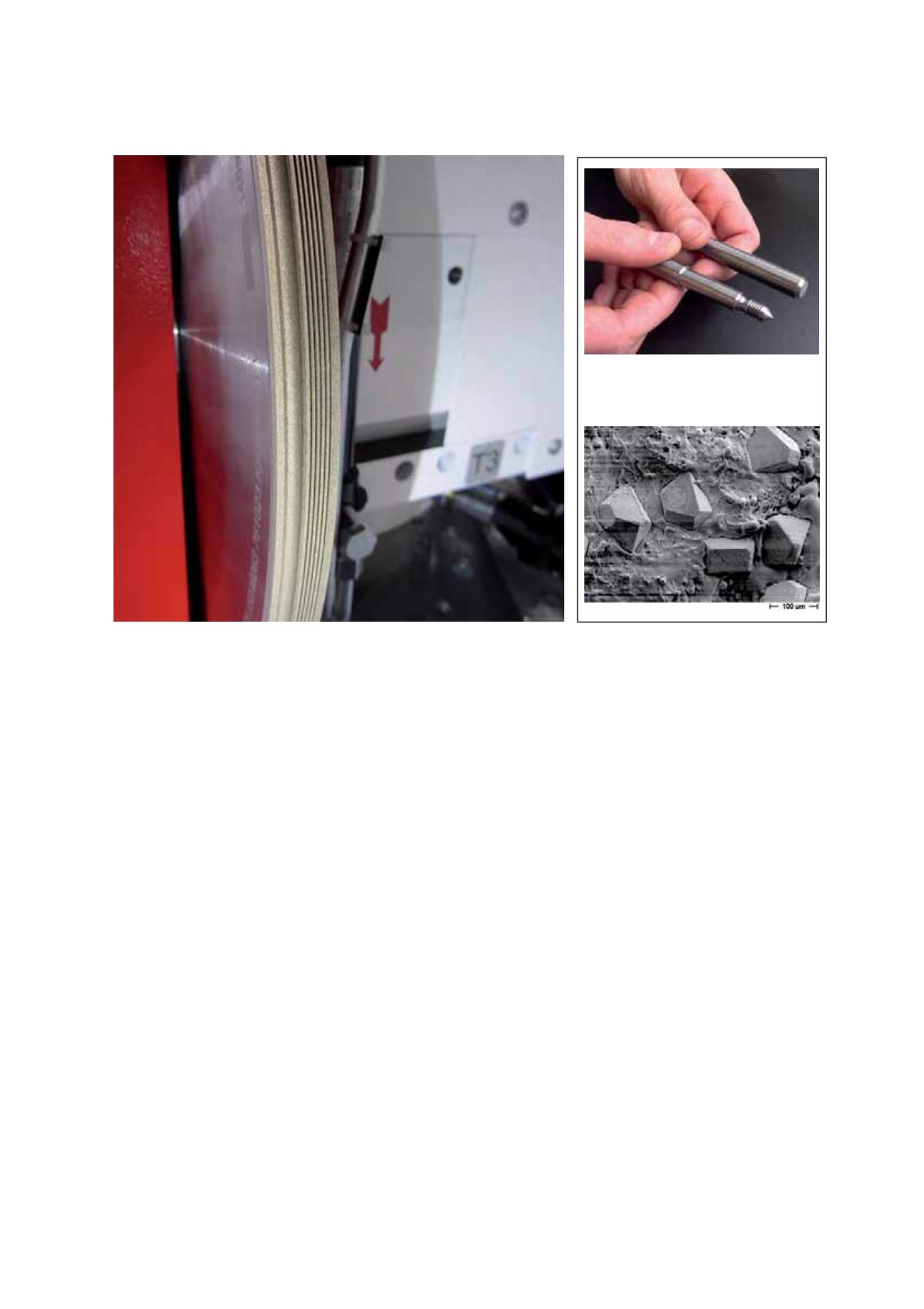
Sopra, latecnologiaWireDresspermettedilavoraregeometrie
libereecontornifinementestrutturati;sotto,sporgenzadeigrani
D126dopolaravvivaturaconStuderWireDress.
EsempiodiunamolaMD25
Ø400mm,profilocomplesso
ravvivatoconWireDress.