73
rmo
luglio/agosto 2014
20 (!) secondo il materiale da lavorare. Interessante è
il fatto che proprio con i materiali così detti ‘difficili’ si
arriva alla differenza più marcata nelle prestazioni’’.
SecondoMikron Tool la qualità di finitura della superfi-
cie è la ciliegina sulla torta: fresandonel pieno, CrazyMill
Cool raggiunge dei valori Rz da 2 a 3 volte migliori in
confronto ai risultati ottenibili con frese convenzionali.
Una gamma completa.
A magazzino è disponibile un
programma completo di piccole frese standardizzate
per l’applicazione nell’industria orologiera, nella tecnica
medicale e altre.
Come primo prodotto di questa gamma, Mikron Tool
lancia la piccola fresa cilindrica con diametri da 0,3 fino
a 6 mm.
Sono disponibili una variante corta per una profondità
massima di fresatura fino a 1,5 x D, una variante media
fino a 3 x D e una variante lunga fino a 5 x D.
Per tutte le varianti è prevista una lunghezza di taglio
di 1.5 x D.
In conclusione Markus Schnyder non nasconde la sua
soddisfazione:’’Siamo riusciti a fare un balzo tecnolo-
gico nella fresatura degli acciai inossidabili, del titanio,
delle leghe di cromo-cobalto e delle superleghe. Lamini
fresa di nuovissima concezione supera decisamente e
sotto tutti gli aspetti i risultati finora raggiungibili: da
oggi valgono nuovi limiti per la velocità di taglio, per
l’impegno assiale, le prestazioni, la durata di vita dell’u-
tensile e la qualità di superficie. Anche se è difficile da
credere, i risultati piùmarcati si ottengono proprio nella
lavorazione dei materiali cosiddetti difficili da lavorare’’.
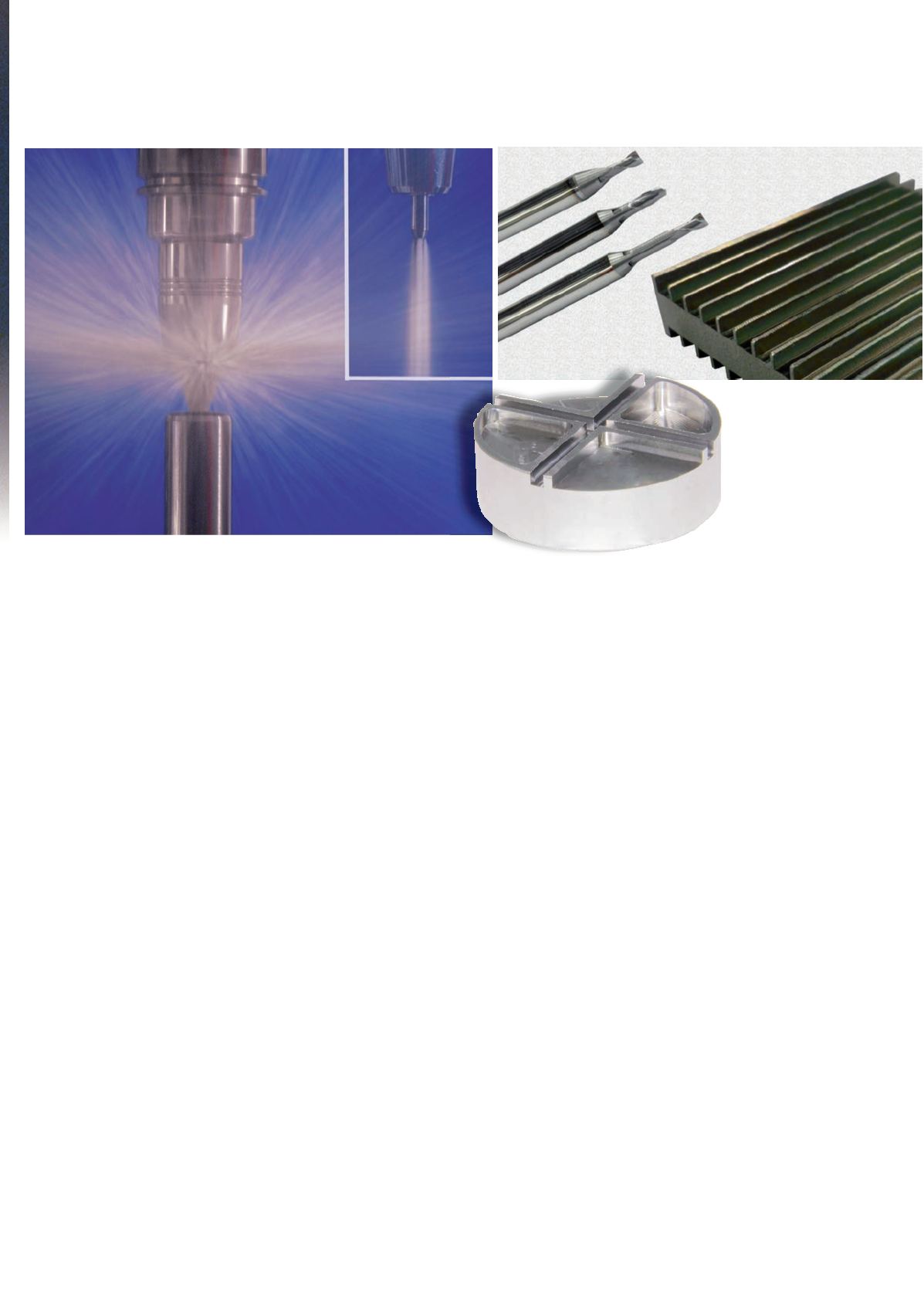
Nellamicro fresa di Mikron Tool, i tre o quattro canali di
raffreddamento interni nel gambo conducono il getto
lubrificante sempre lungo il diametro dell’utensile fino
ai taglienti.
Il risultato è un effetto raffreddante mirato e massiccio
lì dove è necessario, ai taglienti, e questo in ogni posi-
zione di lavorazione.
Nello stesso tempo i trucioli vengono evacuati continua-
mente dalla zona di fresatura dove disturberebberouna
fresatura perfetta e influenzerebberonegativamente la
qualità della superficie.
In confronto con i piccoli diametri delle frese, le dimen-
sioni dei canali di raffreddamento sono davvero grandi.
Questo permette un grande flusso di lubrificante che
risulta estremamente efficiente; l’olio da taglio assorbe
ed evacua interamente il calore generato dalla frizione.
Molto interessante è anche il fatto che non ci siano
esigenze particolari per la filtrazione e la pressione del
raffreddante, permettendo così l’uso efficace di questo
utensile anche su macchine convenzionali.
Andare in profondità.
Se fino a oggi per la fresatura di
cave nel pieno valeva la direttiva generale da 0,1 – 0,2
x D, CrazyMill Cool è in grado di raggiungere diretta-
mente delle profondità da 1 – 1,3 x D.
‘’Non bisogna essere un mago delle cifre – afferma
Markus Schnyder, responsabile di Mikron Tool Inter-
national - per capire che potendo lavorare con una
velocità di taglio fino a cinque volte più alta e un avan-
zamento paragonabile alle frese convenzionali, l’ef-
ficienza di CrazyMill Cool aumenta di un fattore 10 a
Nella micro fresa di Mikron
Tool, i canali di adduzione
interni al gambo conducono
il getto lubrificante sempre
lungo il diametro dell’utensile
fino ai taglienti.
CrazyMill Cool
abbina capacità
di asportazione,
anche con
materiali
difficili, a elevate
caratteristiche
di finitura
superficiale.


