79
rmo
maggio 2014
elettrico e palettizzazione della
blindo (Robot Kawasaki Mx700,
Zx300U, Rs 50N).
L’area lavorazione.
La prima parte
dell’impianto, realizzata per ese-
guire le lavorazioni meccaniche sui
pezzi grezzi sia per asportazione sia
per deformazione (profili e coper-
chi), è costituita dai seguenti com-
ponenti principali che vediamo di
seguito.
Robot ZX130L su rotaia a terra
RT3000: si tratta del robot Kawasaki
montato su rotaia a terra modello
RT3000, che mediante opportuno
organo di presa a doppia pinza
pneumatica, ha il compito di asser-
vire tutte le varie stazioni di lavora-
zione dei profili e dei coperchi.
Stazione di carico grezzi: è costituita
da un trasportatore a catena a dop-
pia motorizzazione per trasportare
in modo indipendente il pallet at-
trezzato per i profili e il pallet attrez-
zato per i coperchi. Per consentire il
prelievo dei pezzi grezzi da parte
del robot ZX130L, i pezzi sono posi-
zionati in battuta contro la sponda
sinistra del pallet (lato operatore),
che ha le sponde regolate secondo la
lunghezza di profili/coperchi grezzi
indicata dal file di produzione pre-
sente sul supervisore.
Stazione di taglio: è composta da
una taglierina, da un manipolatore
lineare, da una baia di deposito
pezzi e dal nastro di evacuazione
trucioli. Il robot deposita i pezzi
nella stazione di taglio, il manipola-
tore che alimenta la stazione pinza
il profilo o il coperchio depositato
dal robot e azzera la posizione dello
stesso tramite un sensore a bordo
macchina. Su ogni pezzo è sempre
eseguita l’intestatura su entrambi
i lati, andando a tagliare il minimo
sul primo taglio e quota finita sul se-
condo taglio. Quando da una stecca
iniziale devono essere ricavate varie
dimensioni, sono prima effettuati
tutti i tagli del profilo per poi ta-
gliare il coperchio. Il ciclo prevede
che ogni profilo sia seguito dal suo
coperchio, quindi i pezzi tagliati, in
attesa di entrare in ciclo, sono depo-
sitati sulle baie di deposito.
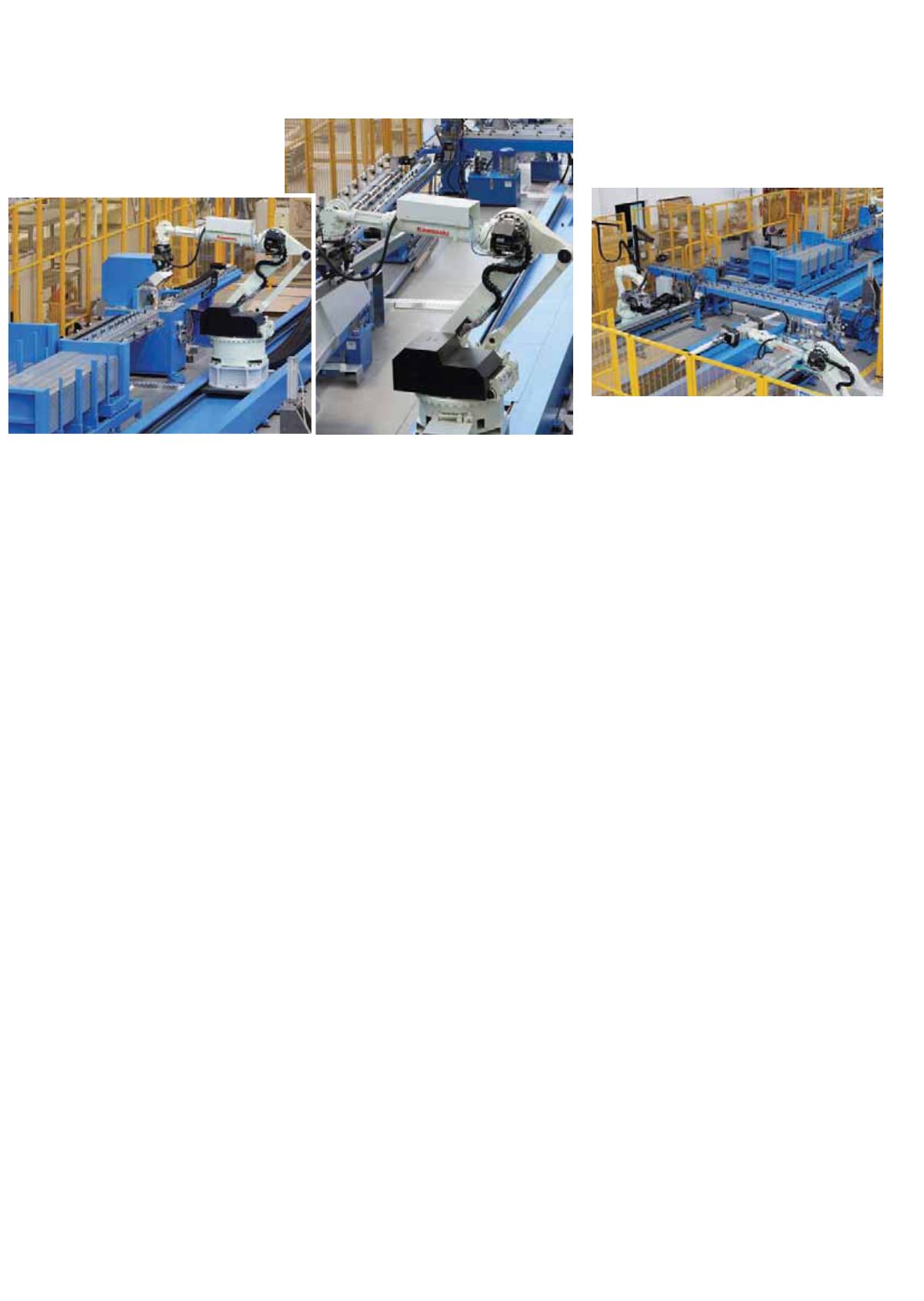
Centro di fresatura.
Stazione di
fresatura per lavorazione testate e
prese di derivazione: è composta da
un centro di fresatura a 5 assi System
Robot, da un manipolatore lineare,
da un sistema di soffiaggio per la
pulizia dei pezzi e da due nastri di
evacuazione trucioli. Il robot depo-
sita i pezzi nella stazione di fresa-
tura, il manipolatore che alimenta
la stazione pinza il profilo o il coper-
chio depositato dal robot e azzera
la posizione dello stesso tramite un
sensore a bordo macchina. Il centro
di lavoro esegue la lavorazione del
pezzo in funzione del codice pro-
dotto in produzione, completata la
fresatura il robot preleva il pezzo per
portarlo alla stazione successiva.
Stazione di tranciatura orizzontale
delle cave di posizionamento acces-
sori: è composta da quattro unità
indipendenti di tranciatura, da un
manipolatore lineare e da un si-
stema di soffiaggio per la pulizia dei
pezzi. Il robot deposita i pezzi nella
stazione di tranciatura, il manipola-
tore che alimenta la stazione pinza
il profilo o il coperchio depositato
dal robot e azzera la posizione dello
stesso tramite un sensore a bordo
macchina. La stazione di tranciatura
esegue la lavorazione del pezzo in
funzione del codice prodotto in pro-
duzione, completata la tranciatura il
robot preleva il pezzo per portarlo
alla stazione successiva.
Stazione verticale di punzonatura
fori di fissaggio giunzioni: è com-
posta da due unità indipendenti di
tranciatura e da un banchetto di
supporto; questa lavorazione viene
fatta sui soli profili. Il robot sostiene
il pezzo in posizione verticale du-
rante la lavorazione e lo posiziona
appoggiando l’intestatura a un rife-
rimento fisso. Finita la lavorazione di
un’estremità, il robot ruota il pezzo
in modo che questo venga lavorato
all’estremità opposta.
Da sinistra: stazione di fresatura e stazione di tranciatura.
Il robot MX700N deposita i gommini superiori
e il coperchio poi preleva il pezzo assemblato per
portarlo alla stazione di avvitatura.


