
















 24 / 36
24 / 36

24
fluidotecnica
400
SETTEMBRE
2016
prosegue con la fase di assemblag-
gio e collaudo delle valvole di bi-
lanciamento, sequenza, blocco ecc.
Vediamo di che cosa si tratta. Due
sistemi di montaggio semi-automa-
tici permettono l’assemblaggio dei
manifold con tutti i componenti del-
la valvola. Successivamente l’as-
sieme è collaudato tramite banchi
prova dedicati, con pressioni da 230
a 310 bar. L’approvvigionamento
della componentistica avviene tra-
mite due magazzini automatici da
40 pallet l’uno, gestiti da PC in gra-
do di segnalare tempestivamente
il carico e lo scarico dei prodotti.
Scambiatori di calore
L’offerta OMT si arricchisce anche dei
sistemi radianti e dei filtri per bassa
e alta pressione. “L’ufficio tecnico di
OMT - conclude Pirovano - è sempre
attento a sviluppare nuove idee e
soluzioni per i nostri clienti. Oltre ai
prodotti standard possiamo realizzare
prodotti speciali su disegno dell’uti-
lizzatore”. Una produzione specifica
e di alta qualità sono gli scambiatori
di calore aria/olio costruiti nella sede
di Calvenzano. I turbinatori aria/olio
sono il cuore dello scambiatore. Essi
sono in lega di alluminio e prodotti
tramite una pressa che deforma il
nastro della materia prima. Successi-
vamente i singoli pezzi vengono lavati
e assemblati per poi essere saldati.
Questa operazione è particolarmente
delicata poiché i turbinatori, dovranno
esseremanipolati attentamente. Infat-
ti, l’operatore utilizza guanti speciali
perché non è possibile toccare i turbi-
natori con lemani nude. La successiva
operazione di saldobrasatura, in forno
sottovuoto a 800 °C, ne risulterebbe
compromessa. Manualmente, invece,
viene eseguita la saldatura della va-
schetta dello scambiatore sul pacco
radiante dello scambiatore. Comple-
tato lo scambiatore viene assemblato
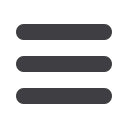
La produzione in OMT avviene con moderne macchine utensili, anche asservite da robot.
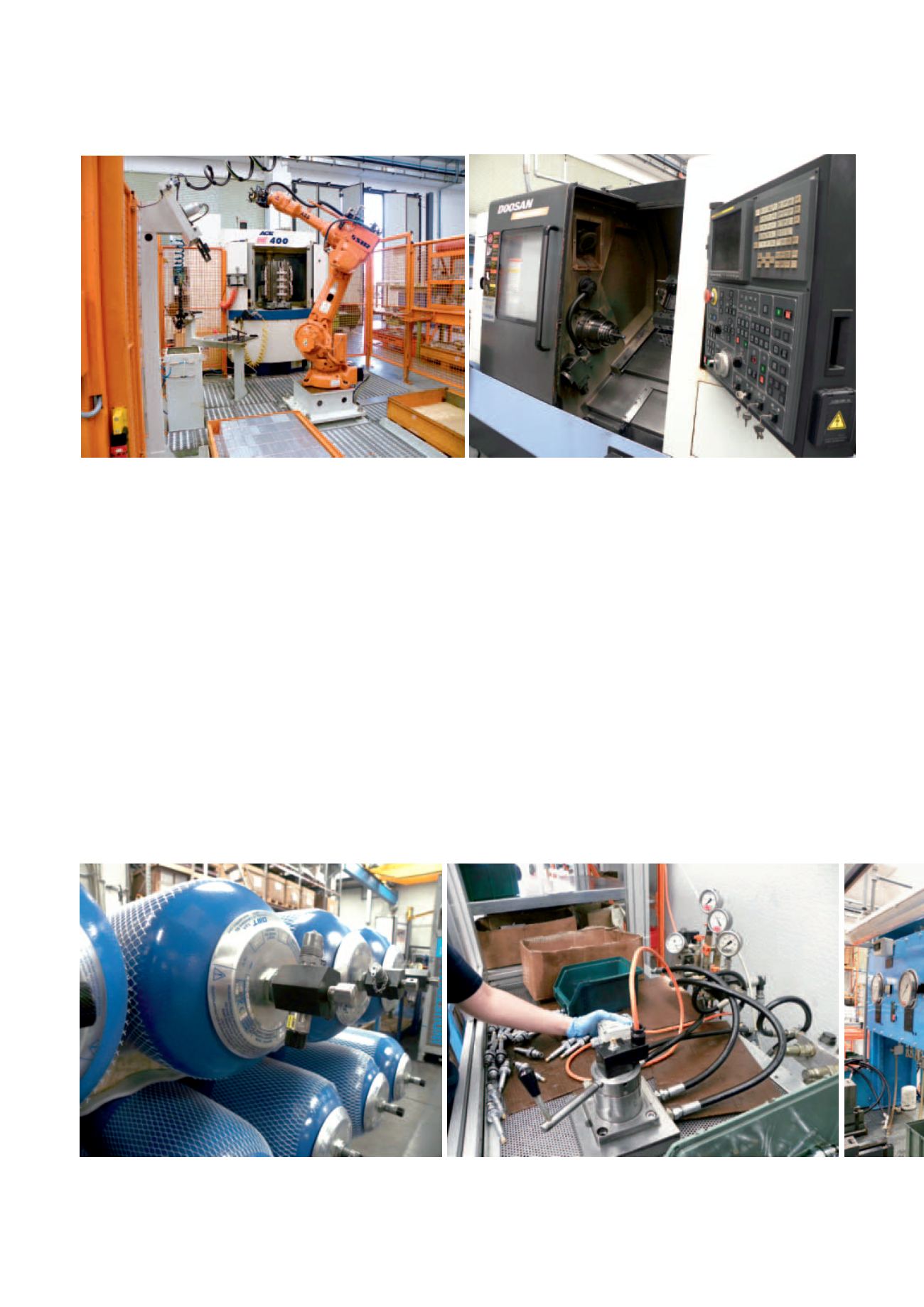
Gli accumulatori OMT e prove in pressione, da 230 a 310 bar, delle valvole.
OLEOIDRAULICA