Incollaggio e avvitatura insieme
-

- Tweet
- Pin It
- Condividi per email
-
Grazie a Onsert, per materiali compositi, è possibile combinare l’incollaggio e l’avvitatura di inserti. Il sistema è stato sviluppato dalla società Böllhoff, specializzata in inserti e l’azienda Delo, esperta nel campo degli adesivi industriali.
Con l’utilizzo di leghe d’acciaio e alluminio più rigide nonché di materiali combinati a fibre, si evidenziano da tempo due chiare tendenze nel campo dei materiali. In particolare, i materiali rinforzati con fibra di carbonio (CFK) e fibra di vetro (GFK) rappresentano il futuro delle costruzioni leggere nei settori aeronautico e automobilistico. Tali materiali presentano di norma elevate caratteristiche di rigidità e resistenza, consentendo così la realizzazione di strutture molto sottili.
Sfide complesse per la giunzione
Ancora più resistenti delle lamiere ad alta resistenza, CFK e GFK presentano nuove sfide alla tecnologia di giunzione. Anche i materiali compositi devono essere uniti in molti punti ad altri componenti: saldatura, avvitatura e rivettatura, i metodi classici della costruzione automobilistica, mostrano qui i propri limiti. Con la loro matrice, i materiali rinforzati con fibra, rappresentano di per sé un giunto incollato. La perforazione di tali materiali mediante avvitatura o rivettatura non è solamente impegnativa, ma danneggia la loro struttura laminare, che rappresenta una parte fondamentale della loro resistenza. Inoltre, il foro deve essere accuratamente isolato, poiché altrimenti in tal punto potrebbe determinarsi una delaminazione del materiale. Il collegamento di CFK e metallo comporta inoltre un forte rischio di corrosione.
Per giunzioni stabili e processi efficienti occorre inoltre che il laminato rimanga intatto; per questo motivo viene spesso valutata, come metodo di giunzione, la saldatura a ultrasuoni. Tuttavia, questo metodo presenta rilevanti svantaggi: oltre all’elevato consumo energetico, essa risulta idonea unicamente per i materiali a matrice termoplastica. Le procedure termiche di formatura risultano quindi raramente applicabili se non, a causa della ridotta duttilità, del tutto inappropriate
Per l’unione del materiale composito ad altri componenti, è quindi consigliabile affidarsi a un altro metodo di giunzione: l’incollaggio. Non si tratta solamente di una tecnica di giunzione non distruttiva e che protegge i componenti, ma presenta inoltre un’elevata flessibilità di materiali e una buona resistenza alle forze dinamiche. Inoltre, l’incollaggio è un processo semplice, grazie al quale è possibile ottenere un’elevata automazione e tempi ciclo ridotti. Quindi, esso risponde ai requisiti tipici della produzione industriale, compresi quelli del settore automobilistico.
 Combinare colla e viti
Combinare colla e viti
Per l’unione di materiali compositi con altri materiali, l’azienda Böllhoff, specializzata in inserti, e l´azienda DELO, esperta nel campo degli adesivi, hanno elaborato un metodo alternativo alla saldatura di perni.
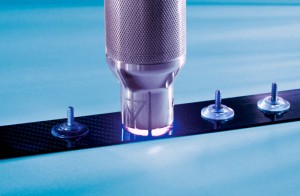
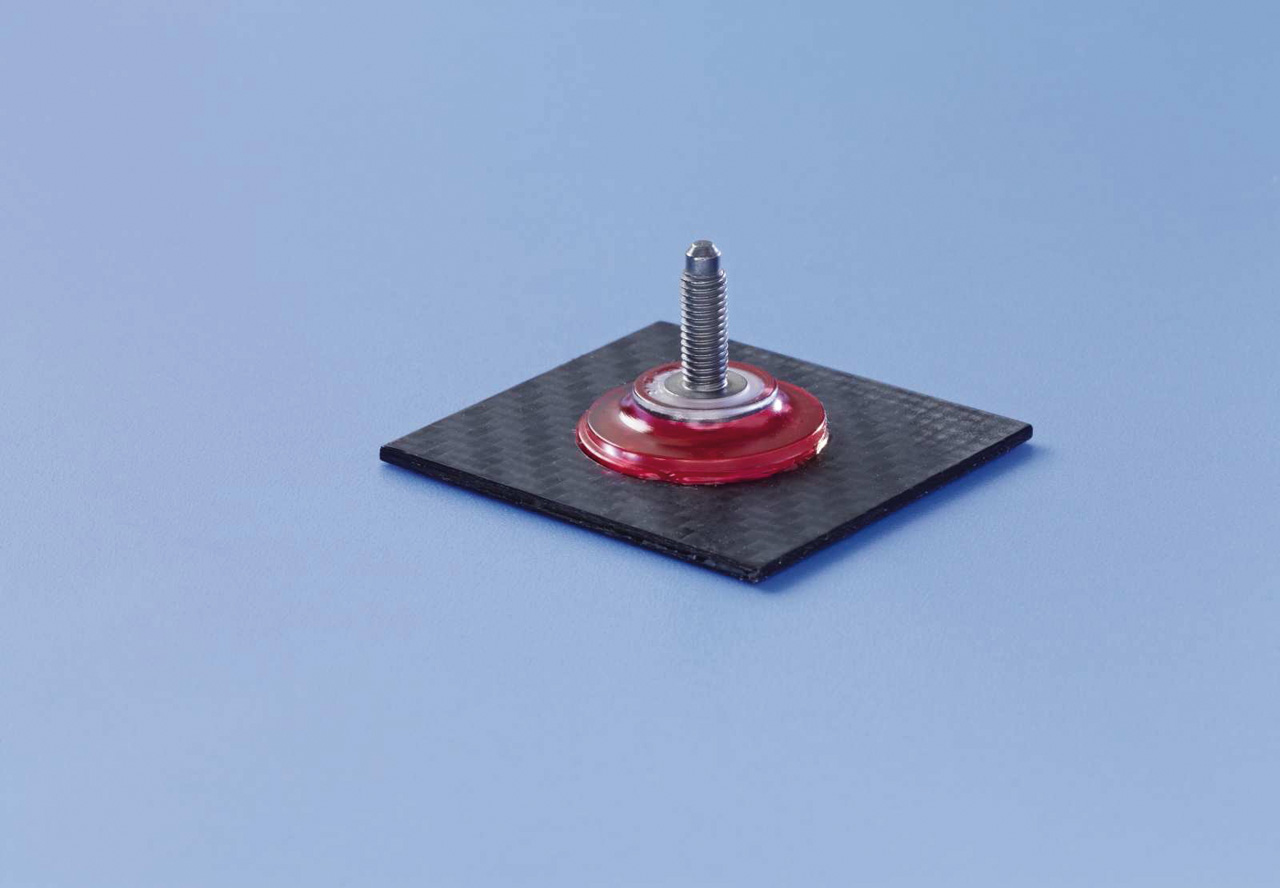
Tale metodo prevede la saldatura dei perni nella lamiera, al fine di evitare l’impegnativa operazione di foratura e applicazione di viti e/o rivetti. Per contro, ora, con tecnologia Onsert, le due imprese incollano i perni filettati ai materiali rinforzati con fibra. Con Onsert si disegna la combinazione di perno e geometria della base che si ritiene piú opportuna. Il metodo prevede dapprima l’applicazione di un adesivo sulla parte inferiore della base, che viene quindi unito al materiale composito. Lo spessore dello strato adesivo è impostato mediante distanziatori, i cosiddetti spacer, ed è pari, di norma, a 0,1 – 0,2 mm.
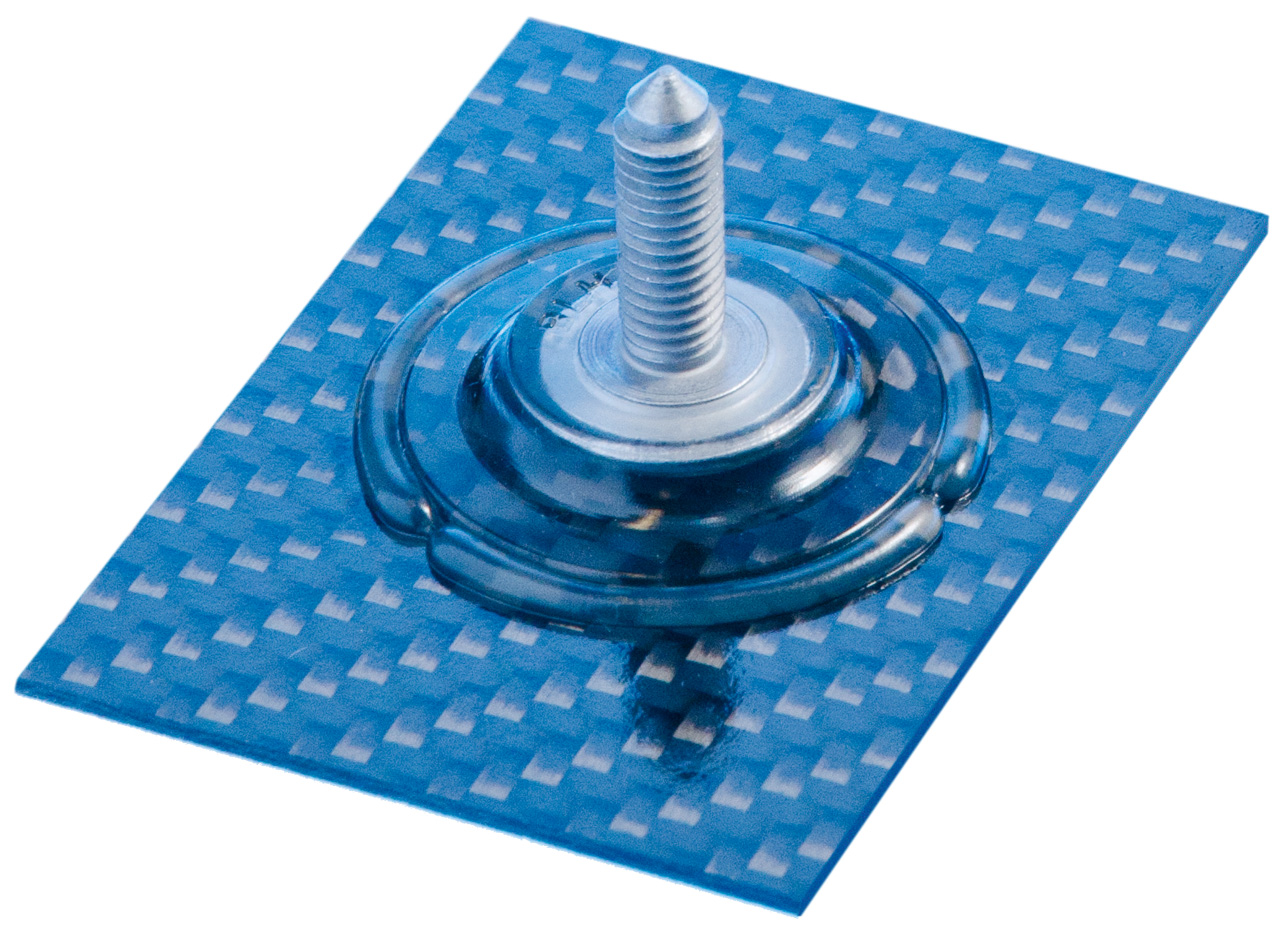
La peculiarità di questo metodo è la velocità di applicazione: infatti, la base è realizzato in materiale amorfo, che presenta una superficie traslucida e quindi garantisce tempi di ciclo ridotti. L’indurimento avviene mediante una lampada LED nel giro di circa quattro secondi ed è completamente automatizzabile. L’unione così formata è immediatamente sollecitabile e la parte in plastica ottiene in breve tempo un filetto stabile da avvitare e svitare liberamente secondo necessità.
Come materiale per la base trasparente dell’Onsert possono essere utilizzati policarbonato, poliammide o polietersulfone, in base alle caratteristiche meccaniche necessarie e alle condizioni ambientali di utilizzo. Deve trattarsi unicamente di materiali plastici amorfi, poiché questi lasciano passare una quantità sufficiente di luce blu con una lunghezza d’onda di 400 nanometri, necessaria per l’indurimento dell’adesivo.
Prove e verifiche
Gli Onsert sono idonei per una molteplicità di applicazioni, soprattutto quando occorre fissare i componenti senza tuttavia unirli strutturalmente. Ogni anno, nei velivoli vengono montate centinaia di migliaia di ‘aircraft-pin’. In tal modo è possibile ad esempio fissare piastre di copertura, materiali isolanti e pannelli di pavimentazione; in futuro, Onsert potrebbe essere utilizzato anche per il fissaggio di questo tipo di parti.
Nella costruzione di automobili, in particolare per i montanti B e C, si punta sempre più spesso sul CFK. Per esempio, grazie a Onsert è stato possibile fissare a tali montanti un gruppo di cavi di alimentazione. Altre possibili applicazioni sono l´incollaggio di clip, supporti per sensori o accessori. Inoltre, questo metodo può essere considerato come alternativa alla saldatura, poiché rispetto a quest’ultima presenta una maggiore flessibilità per la produzione. A differenza dei punti saldati, infatti, i punti incollati possono essere modificati facilmente anche dopo il termine della costruzione
 Per verificare l’idoneità del metodo per tali applicazioni, Böllhoff e Delo hanno incollato CFK e altri materiali con la tecnologia Onsert, sottoponendo quindi tali giunzioni a numerosi test comuni nel settore, quale il test 85/85, che avviene con esposizione a una temperatura di 85°C e un’umidità dell’85%, e al test climatico VDA. Come pre-trattamento per il CFK è stata impiegata la sabbiatura, l’alluminio verniciato e il PP sono stati puliti con etanolo. Per il magnesio non vi è stato alcun pre-trattamento. A tale riguardo, è stato dimostrato che gli Onsert possono raggiungere valori elevati di resistenza a trazione e a taglio del piedino filettato, resistendo anche alle condizioni di prova più impegnative.
Per verificare l’idoneità del metodo per tali applicazioni, Böllhoff e Delo hanno incollato CFK e altri materiali con la tecnologia Onsert, sottoponendo quindi tali giunzioni a numerosi test comuni nel settore, quale il test 85/85, che avviene con esposizione a una temperatura di 85°C e un’umidità dell’85%, e al test climatico VDA. Come pre-trattamento per il CFK è stata impiegata la sabbiatura, l’alluminio verniciato e il PP sono stati puliti con etanolo. Per il magnesio non vi è stato alcun pre-trattamento. A tale riguardo, è stato dimostrato che gli Onsert possono raggiungere valori elevati di resistenza a trazione e a taglio del piedino filettato, resistendo anche alle condizioni di prova più impegnative.
Attraverso i due test è stata inoltre dimostrata la stabilità degli Onsert dopo 1.000 ore di prova in nebbia salina e dopo quattro settimane di immersione in Skydrol, un liquido idraulico utilizzato in aeronautica. Nonostante l’esposizione a tali agenti atmosferici, non si è avuto alcun calo significativo della resistenza del raccordo. Infine, Delo e Böllhoff hanno esaminato anche la coppia di rottura del filetto su una superficie in CFK a temperatura ambiente. Il valore ottenuto di 9 Nm è decisamente superiore alla norma per la coppia di serraggio dei filetti M5, il cui valore ammonta a 5,5 Nm e le cui dimensioni sono paragonabili a quelle degli Onsert utilizzati.
Cosa dire
Grazie a Onsert, Böllhoff e Delo hanno elaborato una combinazione veloce e sicura tra la tecnologia degli adesivi e raccordi a vite allentabili che unisce il meglio de due mondi. Tale combinazione è idonea per una molteplicità di materiali e applicazioni e colpisce inoltre per la rapidità di applicazione.
M. Kluke, product manager Delo Industrial Adhesives.
Contenuti correlati
-
 Biagio Castilletti nuovo direttore del sito produttivo Henkel di Zingonia
Biagio Castilletti nuovo direttore del sito produttivo Henkel di ZingoniaBiagio Castilletti è il nuovo direttore dello stabilimento Henkel di Zingonia, punto di riferimento per lo sviluppo e la produzione di adesivi destinati a vari settori industriali, tra cui gli imballaggi alimentari e il tissue. Con un’esperienza...
-
 Nuovo modulo e-learning in incollaggio industriale da Henkel
Nuovo modulo e-learning in incollaggio industriale da HenkelIntrodotta a giugno 2021, la piattaforma di e-learning Loctite Xplore si arricchisce nell’offerta formativa con il lancio del nuovo modulo ‘Introduzione all’incollaggio’, come comunicato dalla divisione Adhesive Technologies di Henkel Italia. Loctite Xplore nasce per fornire contenuti...
-
 Progettazione CAD collaborativa in cloud in modalità SaaS con PTC
Progettazione CAD collaborativa in cloud in modalità SaaS con PTCPTC annuncia il rilascio della soluzione CAD Creo+ disponibile in modalità SaaS (Software as a Service) e la versione 10 del suo software di progettazione Creo. Creo+ combina la potenza e le consolidate funzionalità di Creo con...
-
 E-learning gratuito in incollaggio con Henkel
E-learning gratuito in incollaggio con HenkelLa divisione Adesive Technologies di Henkel Italia annuncia l’ampliamento dell’offerta formativa della sua piattaforma gratuita di e-learning LoctiteXplore con il modulo ‘Introduzione all’incollaggio’. Introdotta a giugno 2021, l’innovativa piattaforma LoctiteXplore nasce da oltre 65 anni di esperienza...
-
 Fastener fair: l’importanza dei sistemi di fissaggio
Fastener fair: l’importanza dei sistemi di fissaggioSi è conclusa la terza edizione di Fastener fair Italy 2022 (Fieramilano city), il biennale appuntamento internazionale dedicato all’industria della viteria, bulloneria e sistemi di fissaggio. L’evento fieristico del settore organizzato in Italia, da Mack-Brooks Exhibitions –...
-
 Lavorazione della lamiera, appuntamento a maggio con Lamiera 2023
Lavorazione della lamiera, appuntamento a maggio con Lamiera 2023Dopo l’edizione ‘inusuale’ del 2022, causa lo spostamento per l’emergenza sanitaria, torna al suo tradizionale appuntamento negli anni dispari Lamiera 2023, la manifestazione internazionale dedicata alle macchine per lavorazione e deformazione della lamiera, che si terrà dal...
-
 Costi certi in additivo con e-Xstream ed Hexagon MI
Costi certi in additivo con e-Xstream ed Hexagon MIE-Xstream engineering, parte della divisione Manufacturing Intelligence di Hexagon, presenta nuove funzionalità di simulazione e produzione virtuale del software Digimat, per l’analisi dei costi di produzione di componenti realizzati in additivo a base di polimeri, confrontandoli con...
-
 Polimerizzazione adesivi UV di Delo più rapida
Polimerizzazione adesivi UV di Delo più rapidaDelo presenta la serie Delolux pilot S per controllo e alimentazione delle lampade di polimerizzazione a LED degli adesivi UV. I due modelli Delolux pilot S4i (integrated) e S4T (touch) offrono una potenza di 150 W, consentendo...
-
 Servizi e formazione TÜV Italia per le aziende del settore aerospace
Servizi e formazione TÜV Italia per le aziende del settore aerospaceTÜV Italia offre un’ampia gamma di servizi tecnici alle aziende del comparto aerospace. Settore chiave in Italia, al settimo posto nel ranking mondiale di riferimento e al quarto in Europa, rappresentato da circa 4.000 aziende tra realtà...
-
 Luigi Cannone alle vendite in Exel Composites per l’Italia
Luigi Cannone alle vendite in Exel Composites per l’ItaliaExel Composites ha nominato Luigi Cannone responsabile vendite regionale per l’Italia. Dalla sede di Milano, Cannone supervisionerà i rapporti con i clienti e gestirà le vendite, mettendosi in contatto con aziende nuove e già esistenti. Luigi Cannone...
Scopri le novità scelte per te
-
Biagio Castilletti nuovo direttore del sito produttivo Henkel di Zingonia
Biagio Castilletti è il nuovo direttore dello stabilimento Henkel di Zingonia, punto di riferimento per lo sviluppo...
-
Nuovo modulo e-learning in incollaggio industriale da Henkel
Introdotta a giugno 2021, la piattaforma di e-learning Loctite Xplore si arricchisce nell’offerta formativa con il lancio...



Mercato Tutti ▶
-
 Innovazione e sostenibilità su strada e in pista con Dallara e PTC
Innovazione e sostenibilità su strada e in pista con Dallara e PTCCreo, la soluzione CAD 3D di PTC, è l’elemento cardine attorno al quale ruotano...
-
 Mauro Bergozza nominato nuovo presidente di Assomac
Mauro Bergozza nominato nuovo presidente di AssomacAssomac, l’associazione confindustriale che rappresenta i costruttori italiani di macchine per conceria, calzature e...
-
 Sicurezza e sostenibilità nei servizi tessili con Mewa
Sicurezza e sostenibilità nei servizi tessili con MewaOltre a garantire la continuità nella fornitura di prodotti tessili, il sistema di panni...
Tecnologie Tutti ▶
-
 Automazione in AI nella programmazione CAM delle macchine con Hexagon
Automazione in AI nella programmazione CAM delle macchine con HexagonLa divisione Manufacturing Intelligence di Hexagon presenta ProPlanAI, innovativo strumento automatizzato per la programmazione...
-
 Pompe per vuoto ultracompatte a elevate prestazioni da Coval
Pompe per vuoto ultracompatte a elevate prestazioni da CovalCoval presenta la nuova serie di micro pompe per vuoto MPXS, con cui l’azienda...
-
 Gamma ampliata negli utensili Osawa per fresatura di materiali non ferrosi in Sorma
Gamma ampliata negli utensili Osawa per fresatura di materiali non ferrosi in SormaSorma amplia la gamma delle sue frese ALU per materiali non ferrosi con l’introduzione...


{kind=link}