
















 44 / 70
44 / 70

42
integrandole attraverso un flusso di
dati continuo e sistematico inviato a
un gestionale che possa analizzare,
in modo più o meno complesso, tutti
i dati di produzione e di processo.
Tutti gli elementi che compongono
l’officina in fiera sono modulari, iden-
tificati da codice e prezzo, in modo da
essere ordinabili immediatamente dal
fornitore. È possibile quindi richiedere
allo stesso modo la fabbrica completa
‘chiavi in mano’ così come il singolo
elemento (dal mandrino alla macchi-
na utensile, dai sistemi di bloccaggio
del pezzo al software). L’obiettivo di
Fabbrica Digitale è infatti presentare
tutti i singoli elementi perfettamente
integrati in una sistema completo, in
quella che potrebbe rappresentare la
fabbrica del futuro, dove è prevista
tra l’altro una fortissima relazione tra
robot collaborativi e addetti.
La dotazione tecnologica
Scopo del progetto è anche fungere
da stimolo, cercando di apportare
elementi innovativi anche nelle tecno-
logie tradizionali.
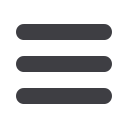
Nella parte milling, sono presenti
tre macchine utensili, due a 3 assi
e una a 5 assi: si tratta, nello speci-
fico, della Doosan DNM 4500, della
Sigma Compact 3A e della Fagima
Jazz R 5 AX. L’elemento base della
macchina utensile diventa in questo
caso un sistema più complesso, con
la scelta di macchine di produttori
diversi appositamente effettuata per
riprodurre la situazione reale della
maggior parte delle officine, nelle
quali convivono macchine eteroge-
nee. La capability di questa sistema
sta proprio nel fatto che elementi
eterogenei si riescano a parlare con
estrema facilità, all’interno di un lay-
out funzionale.
L’automazione Erowa provvede a
movimentare i pezzi grezzi dai pal-
let in magazzino all’interno del ciclo
automatico. I pezzi vengono dappri-
ma portati alla macchina di misura
fornita da Coord3, che ne definisce
la tolleranza o meno e che provve-
de al centraggio del pezzo per le
diverse lavorazioni. Il magazzino è
volutamente caricato a mano, per
diverse ragioni: essendo terzista, l’of-
ficina può essere chiamata a produr-
re pezzi diversi, interrompendo una
lavorazione per avviarne un’altra. È
congeniale dunque avere questo tipo
di flessibilità nell’alimentazione della
linea. Mentre l’addetto carica i pezzi,
è prevista un tracking attraverso un
sistema superiore: si tratta di un
ERP che in cascata si collega al sof-
tware Erowa di gestione commessa
e produzione (MES - Manufacturing
Execution System) e, a valle, al con-
trollo numerico delle macchine uten-
sili e alle macchine utensili stesse.
Dopo la fase di fresatura, il pezzo
giunge nell’area di scambio, interfac-
ciando la parte robotica e logistica:
partendo da una tavola rotante a due
posizioni (in/out), il pezzo finito viene
movimentato da un KMR iiwa (Kuka
Mobile Robot). Il robot mobile può
navigare in modo completamente
autonomo tra diverse isole di lavoro.
Grazie ai laser scanner, la piattafor-
ma mobile monitora l’ambiente circo-
stante e se una persona o un oggetto
si trovano sul suo percorso reagisce
subito rallentando o fermandosi, per
poi riprendere la sua corsa quando
l’ostacolo non viene più rilevato.
KMR iiwa è una combinazione tra
il robot leggero sensibile LBR iiwa
e una piattaforma mobile e flessi-
bile. Con l’ausilio del metodo Slam
- Simultaneous Localization And
Mapping (localizzazione e mappatura
simultanee) - la piattaforma localizza
in tempo reale la sua posizione su
una mappa dell’ambiente generata
con i dati rilevati dagli scanner laser
e dai sensori delle ruote.
Il robot collaborativo mobile, equi-
paggiato con pinze elettriche Schunk,
prende infine il pezzo e lo porta
presso l’area di montaggio, dove un
sistema misto robot/uomo provvede
all’ultima fase della lavorazione. Per
Speciale
anteprima