

















 95 / 168
95 / 168

95
rmo
ottobre 2016
gli assi X, Y e Z, e un contromandrino
mobile sugli assi X e Z. Una nuova ca-
ratteristica è il dispositivo per la lavo-
razione frontale, che è posizionato su una slitta a croce
aggiuntiva sugli assi X e Z. Questo mette a disposizione
dell’utente ulteriori utensili liberamente posizionabili, e
consente l’utilizzo di fino a tre utensili contemporanea-
mente e indipendentemente l’uno dall’altro.
Alta flessibilità.
In aggiunta ai due assi lineari X e Z, il
dispositivo per la lavorazione frontale è dotato anche
di un asse circolare CNC. Grazie all’interpolazione
dell’asse circolare con gli assi X e C del mandrino prin-
cipale, il dispositivo per la lavorazione frontale può es-
sere utilizzato anche sull’asse Y utilizzando un asse Y
interpolato. Il vantaggio è che quando si deve centrare
esattamente un utensile di foratura, le correzioni ne-
cessarie possono essere eseguite semplicemente grazie
al controllo CNC. Questo può essere di aiuto con pezzi
piccoli che reagiscono con grande sensibilità anche al
minimo errore di offset. Si è scelto deliberatamente di
lasciare un così ampio spazio circolare per il fissaggio
degli utensili del dispositivo per la lavorazione fron-
tale, perché consente di lavorare contemporanea-
mente e senza collisioni con le due torrette utensili sul
mandrino principale.
Il dispositivo per la lavorazione frontale mette a dispo-
sizione otto stazioni utensile aggiuntive: quattro per
utensili fissi e quattro per utensili rotanti. C’è anche
una stazione per un pinza, che può scaricare un pezzo
lavorato dal contromandrino. Questo è un vantaggio
perché fa risparmiare tempo: mentre un pezzo finito
viene scaricato dal contromandrino, si può già lavorare
il pezzo successivo con due utensili sul mandrino prin-
cipale. Con una potenza fino a 3,4 kW e una velocità
massima di 12.000 giri/min, l’azionamento utensili nel
dispositivo per la lavorazione frontale è produttivo ed
è progettato per l’alta potenza.
Due azionamenti in una torretta.
La tecnologia della
torretta utensili è notevole. L’indicizzazione viene ese-
guita grazie a un asse rotante NC che controlla il movi-
mento tramite un ingranaggio epicicloidale accoppiato
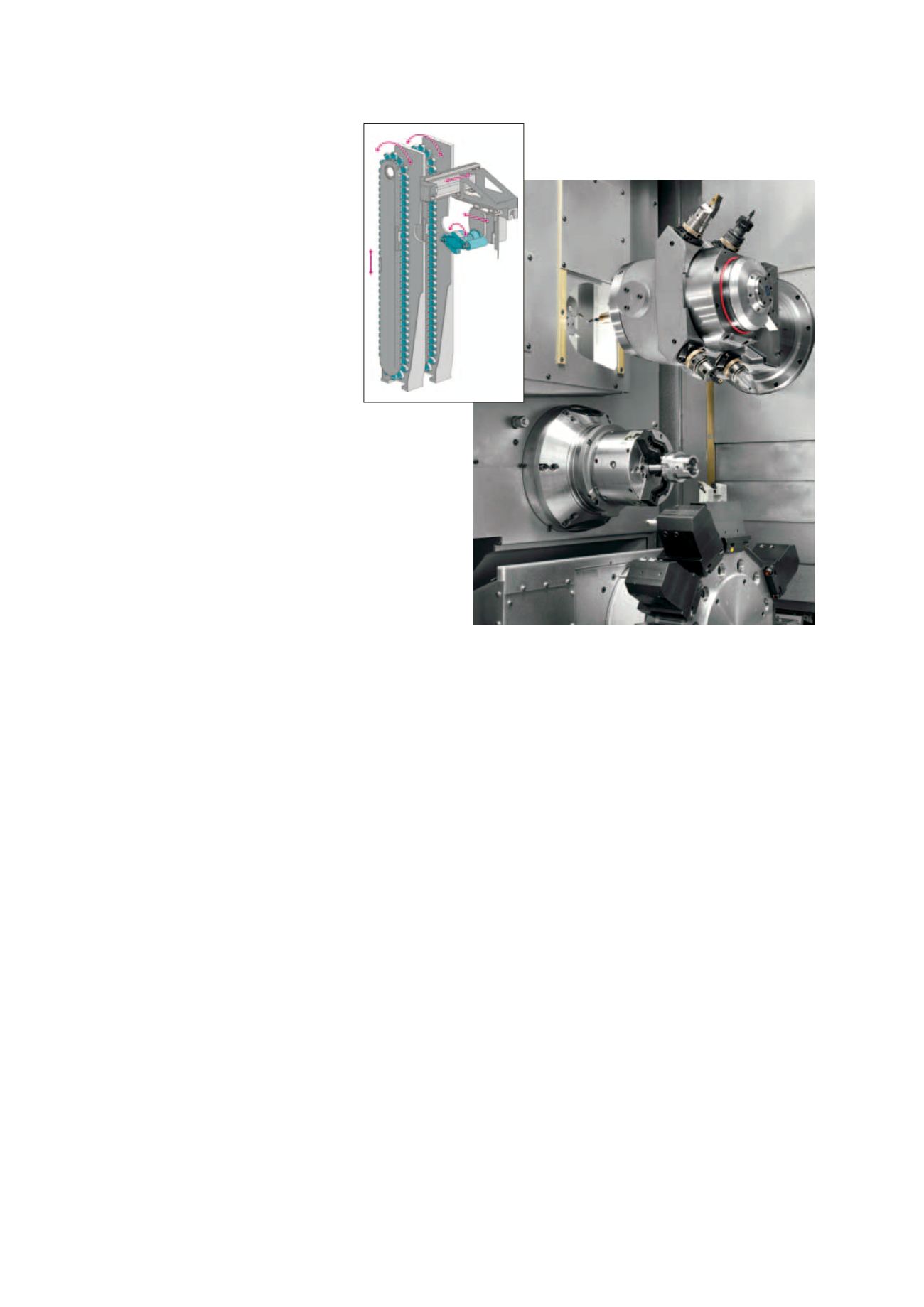
Mandrino di fresatura
motorizzato adatto
per fresature
complesse su cinque
assi. Magazzino
utensili doppio.
internamente. Questo consente di indicizzare la tor-
retta su ogni posizione preferita senza necessità di un
meccanismo di blocco meccanico. Il posizionamento li-
bero della torretta rende possibile l’assegnazione di più
utensili per ogni stazione.
Interessante è anche il ‘Dual Drive’, costituito da due
treni di azionamento integrati all’interno di una tor-
retta. Questa soluzione di azionamento brevettata ri-
duce i tempi di non lavorazione e di conseguenza anche
i tempi di lavorazione per pezzo. Un’idea allo stesso
tempo semplice e ingegnosa: mentre un utensile è in
funzione, l’utensile destinato alla fase di lavorazione
successiva può essere portato alla velocità desiderata
durante il tempo di lavorazione ed è immediatamente
disponibile a piena velocità dopo l’operazione di indi-
cizzazione della torretta. Accelerazioni a scatti e ritardi,
che in precedenza erano inevitabili per ridurre i tempi
di lavorazione ausiliari, sono ormai soltanto un ricordo.
In aggiunta, l’utente trae vantaggio specificamente dal
fatto che c’è una minore usura del porta utensile grazie
ai valori di accelerazione più bassi. Anche con gli utensili
motorizzati, i tempi chip-to-chip sono di circa 0,3 s.
Il sistema a gambo compatto della Traub viene utilizzato
nelle torrette, consentendo un fissaggio estremamente
preciso dei porta utensili, che vengono posizionati più
in profondità nella torretta che in altri sistemi in com-
mercio: questo si traduce in un minore effetto leva e
quindi in una maggiore rigidità.