

















 78 / 86
78 / 86

R
assegna
78
rmo
gennaio/febbraio 2015
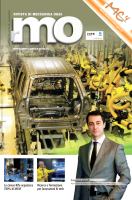
EMAG
Lavorazione di alberi motore
La nuova PMD 2 di Emag (per l’Italia Zeta Emag) è ideata appositamente per
la lavorazione di alberi motore per auto ed è concepita come rettifica a doppia
testa. Questa macchina permette di lavorare contemporaneamente e in un unico
serraggio due perni di biella e di banco, con due mole di rettifica - anche in caso
di componenti di dimensioni ridotte con lunghezza fino a 500 mm. Due mole
di rettifica CBN provvedono a lavorare gli alberi con precisione elevata, grazie
a un mandrino portapezzo ad azionamento diretto, alle guide idrostatiche, al
motore lineare negli assi X e a un sistema di misurazione ‘in process’. La verifica
e la correzione delle rotondità possono quindi essere eseguite direttamente nella
macchina. La misurazione viene avviata dall’operatore attraverso un comando
e quindi eseguita al termine della rettifica di un cuscinetto. Con i software Emag,
dagli errori di circolarità rimanenti vengono quindi calcolati i valori di corre-
zione. La produzione successiva viene perciò ottimizzata immediatamente.
L’altro evidente vantaggio è il fatto di poter contare sull’impiego contemporaneo
di due mole di rettifica. Questo processo a doppio utensile apre innumerevoli
possibilità agli utenti, a seconda del pezzo e dell’attività di lavorazione da ese-
guire. Diventa così possibile lavorare simultaneamente due perni di biella op-
pure un perno di banco e uno di biella. Ne consegue una riduzione dei tempi
ciclo per ogni componente, tale da permettere di terminare un albero motore a
quattro cilindri in meno di due minuti. Le unità di rettifica possono quindi essere
avvicinate, per consentire la lavorazione simultanea di perni di banco e di biella
affiancati. Inoltre, sia i mandrini di rettifica sia la testa mandrino portapezzo sono
ad azionamento diretto, permettendo un ulteriore miglioramento in precisione e
produttività.
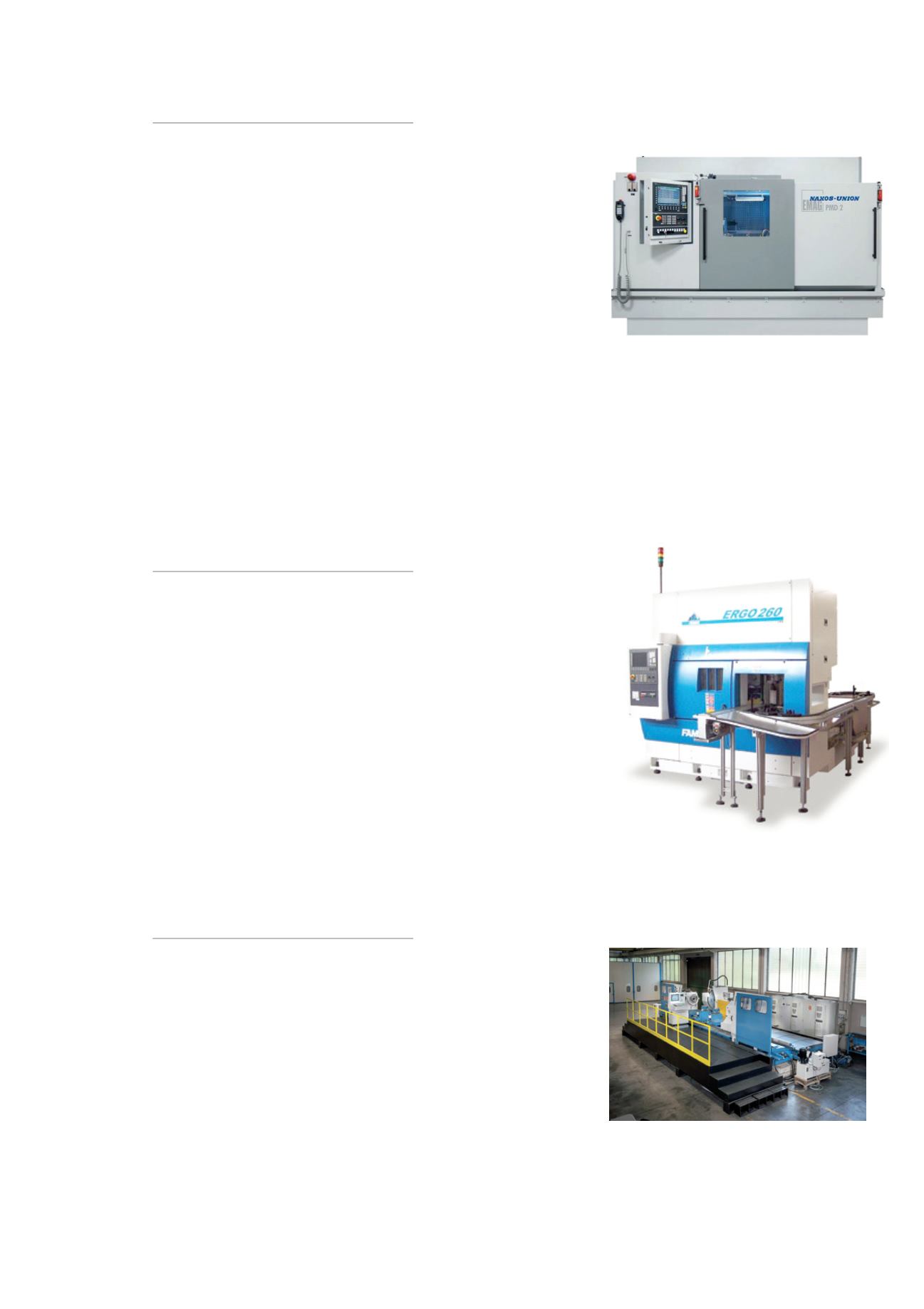
FAMAR
Centro di tornitura e rettifica verticale
La Famar, di Avigliana (TO), produce sedici differenti modelli di centri di torni-
tura verticale in grado di lavorare anche materiali trattati termicamente, tramite
l’impiego di utensili rotanti, montati sulla torretta. È possibile eseguire oltre alla
tornitura, operazioni di fresatura, alesatura, foratura, maschiatura e rettifica.
Il principio di funzionamento della macchina è estremamente semplice: il movi-
mento dell’asse ‘Z’ (verticale) avviene tramite guide chiuse lubrificate all’interno
di un carro che porta il mandrino perfettamente centrato, il movimento in ‘X’ è
generato dallo scorrimento di tutto il carro su guide pre-caricate posizionate sul
basamento macchina. La struttura del basamento ad anello chiuso è di acciaio
elettrosaldato normalizzato riempito con uno speciale conglomerato polimerico,
ed è caratterizzata da un’ottima stabilità dimensionale e da una elevata rigi-
dezza globale. Questo permette di integrare elettromandrini aggiuntivi all’interno
dell’area di lavoro, quando per la lavorazione di elementi temprati, è necessaria
l’operazione di rettifica. In questo modo si riesce a integrare la tornitura in duro
e la finitura con mola in una stessa macchina, con un risparmio di tempo e di
costi, aumentando la produttività e riducendo il ritorno dell’investimento. Tutto
ciò è reso possibile dalla precisione della macchina e dalle infinite possibilità di
personalizzazione in base alle lavorazioni richieste.
GIORIA
Rettificatrice cilindrica a mola mobile
Gioria presenta la rettificatrice cilindrica a mola mobile modello r/152 – 5000
x 1000 cnc. Ecco le sue caratteristiche tecniche principali: distanza punte 5000
mm; altezza punte1000 mm; minimo diametro rettificabile 100 mm; massimo
diametro rettificabile 2000 mm; sostentamento radiale/assiale mandrino pezzo
e cannotto contropunta su cuscinetti idrostatici; massimo peso pezzo ammesso
tra le punte 30 t; potenza motore mola 60 kw; diametro mola rettificatrice 1270
mm; macchina equipaggiata con sensore acustico per taglio in aria; bilancia-
tore dinamico e automatico della mola; sonda ‘touch’ per rilevamento posizione
assiale del pezzo; supporti a ‘v’ regolabili per posizionamento del pezzo in mac-
china; dispositivi di centraggio del pezzo. Il controllo CNC è un Fanuc 31i-B-0.
Assi controllati: Asse Z movimento longitudinale carro mola; asse X avanzamento
trasversale porta mola; asse B inclinazione testa porta mola; asse A posiziona-
mento contropunta su pezzo; asse S1 rotazione mandrino porta pezzo; asse S2
rotazione mandrino porta mola.
Rettificatrici