Al futuro ci pensa il software
-

- Tweet
- Pin It
- Condividi per email
-
Le macchine utensili della MCM sono corredate da avanzatissimi sistemi di controllo e gestione dei processi che mettono a disposizione, oltre all’esecuzione in modo completamente autonomo delle lavorazioni, anche sofisticati strumenti di pianificazione della produzione in grado di fornire in anticipo all’utente le informazioni sui livelli di utilizzo delle risorse e su eventuali ritardi nelle consegne
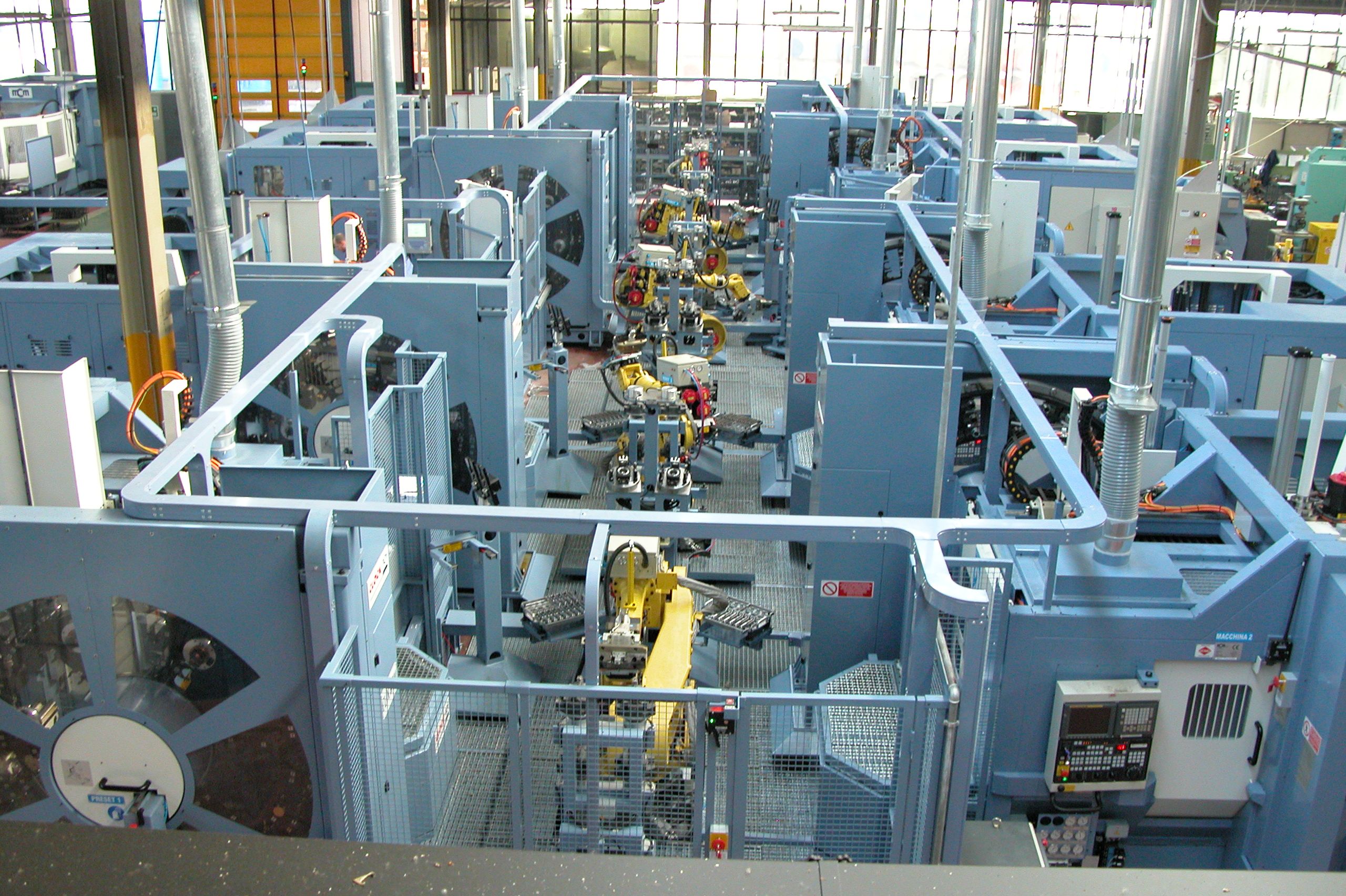
MCM, di Vigolzone (PC), è specializzata nella progettazione e costruzione di centri di lavoro, sistemi flessibili di produzione e soluzioni speciali per svariati comparti applicativi. L’impresa progetta e costruisce, inoltre, la propria gamma di elettromandrini, cambi utensile e tavole girevoli. Sviluppa anche l’automazione e relativi sottogruppi assieme alla realizzazione di attrezzature, utensili, programmi di lavorazione e software di gestione dell’intero ciclo produttivo dei pezzi presi in considerazione. L’azienda annovera tra i propri clienti alcuni dei maggiori protagonisti mondiali nei settori dell’industria meccanica, automobilistica, aeronautica, aerospaziale, armi, energia, oleodinamica, componentistica e stampi. MCM ha filiali anche in Francia, Germania e USA.
Il sofisticato livello di offerta della MCM ha naturalmente diverse sfaccettature ma il sistema nevralgico su cui si incardina la produzione dell’azienda è senza dubbio rappresentato dal substrato software che permea in maniera decisiva tutte le soluzioni.
 “Qui in MCM – dice Giuseppe Fogliazza, responsabile in azienda della ‘divisione software e architetture’ – abbiamo avuto negli ultimi tempi un notevole incremento del software da noi sviluppato che, come è naturale, è andato di pari passo con l’aumento della dimensione delle problematiche da affrontare: le macchine si sono notevolmente evolute e i programmi di controllo hanno seguito questa evoluzione; non si tratta più, ormai da tempo, solamente di vigilare sull’apertura di una porta o manovrare un asse. Oggi andiamo dal singolo sensore fino al piano di produzione. Quando si sale di livello il controllo stesso diventa gestione e così anziché problematiche di controllo in tempo reale si affrontano politiche gestionali; di fatto quello che noi vendiamo con i nostri sistemi di produzione è un sistema di controllo gerarchico e integrato. Gerarchico perché fatto di più livelli ciascuno con problematiche differenti. Integrato perché ogni livello è connesso con quello più in alto e con quello più in basso per erogare una prestazione ad ampio raggio”.
“Qui in MCM – dice Giuseppe Fogliazza, responsabile in azienda della ‘divisione software e architetture’ – abbiamo avuto negli ultimi tempi un notevole incremento del software da noi sviluppato che, come è naturale, è andato di pari passo con l’aumento della dimensione delle problematiche da affrontare: le macchine si sono notevolmente evolute e i programmi di controllo hanno seguito questa evoluzione; non si tratta più, ormai da tempo, solamente di vigilare sull’apertura di una porta o manovrare un asse. Oggi andiamo dal singolo sensore fino al piano di produzione. Quando si sale di livello il controllo stesso diventa gestione e così anziché problematiche di controllo in tempo reale si affrontano politiche gestionali; di fatto quello che noi vendiamo con i nostri sistemi di produzione è un sistema di controllo gerarchico e integrato. Gerarchico perché fatto di più livelli ciascuno con problematiche differenti. Integrato perché ogni livello è connesso con quello più in alto e con quello più in basso per erogare una prestazione ad ampio raggio”.
La capacità di fornire soluzioni personalizzate ai propri clienti fornisce a MCM una ‘libreria’ continuamente aggiornata di risposte, le più svariate, che possono essere utilizzate anche per altri utilizzatori. Lo staff che si occupa di sviluppo software in azienda conta 10 persone a fronte delle 200 complessivamente impiegate: si tratta di una percentuale del 5%, non comune nel panorama industriale italiano.
Investire in conoscenza.
“In sviluppo software facciamo investimenti importanti – afferma Fogliazza – sempre di più il fatturato di imprese come la nostra diventerà immateriale perché verrà realizzato con la fornitura di servizi; ciò rende indispensabile avere all’interno competenze robuste. Naturalmente questi investimenti non sono partiti ieri: a spendere soldi per affrontare queste tematiche abbiamo incominciato 25 anni fa, inserendo risorse che si occupavano di informatica, e devo dire che avere questa storia lunga alle spalle è un fatto che ci protegge perché i servizi software che fanno parte del nostro sistema di controllo gerarchico integrato non sono facili da trovare sul mercato e non si possono riprodurre facilmente. Il motivo è che questo patrimonio nasce da un processo continuo di ri-germinazione innescata da tanti problemi individuali risolti presso i nostri clienti e che noi integriamo in soluzioni che crescono nel tempo”.
Quindi MCM, all’interno del mercato globale si protegge con una catena fatta di continue esperienze.
Hardware dedicato.
Qualunque modello esca da MCM, esso è equipaggiato, sistematicamente, oltre che con degli strumenti tradizionali del controllo (plc e controlli numerici) anche di una unità del primo livello superiore che viene definito tattico-operativo: un hardware dedicato che viene incorporato appunto in ogni macchina, anche quelle stand alone non inserite in sistemi, che ospita una serie di software in grado di fornire servizi che vanno dal monitoraggio avanzato di quello che la macchina fa, alla gestione dei dati di processo, all’integrazione coi sistemi informativi dell’utilizzatore.
Naturalmente il dover presentare delle macchine ‘diverse dal solito’ può, alle volte, essere un problema, soprattutto se il costo dovesse aumentare…
“Questo fenomeno – puntualizza Giuseppe Fogliazza – si presenta in maniera diversa a seconda della tipologia d’azienda e del settore industriale che incontriamo. C’è da dire che in Italia le nostre aziende già da tempo hanno la capacità di comprendere la possibilità di utilizzare le macchine in maniera differente, e noi di nostri sistemi ne abbiamo installati tanti. In particolare chi aveva bisogno di flessibilità e di far rendere molto le macchine si trovava di fronte problematiche difficili da risolvere con macchine tradizionali, e quindi aderiva alla nostra proposta con più facilità rispetto ad altri, magari non senza qualche indecisione che poi però svaniva allorché, in fase di bilancio, si riscontravano risultati positivi”.
 Il mercato cambia.
Il mercato cambia.
Oggi MCM esporta in gran parte all’estero i suoi prodotti e nel corso del tempo sono cambiati anche gli acquirenti tradizionali: se un tempo il cliente tipico era un terzista, oggi ci si misura con grandi aziende aeronautiche e con OEM; queste realtà hanno officine profondamente diverse, nel senso che sono più grandi, con strutture più rigide e pertanto sono più difficili da cambiare.
“C’è da dire però – aggiunge Fogliazza – che anche per questi ultimi la pressione del mercato sta rendendo importante trovare nuove soluzioni perché i problemi produttivi sono mutati. Ad esempio nell’aeronautica la flessibilità è sempre stata un aspetto centrale ma lo era sempre stata da un punto di vista, diciamo così, ‘privilegiato’: pochi pezzi da fare e molto costosi, officine che dovevano garantire soprattutto tracciabilità, documentazione del processo molto spinta, personale altamente qualificato ecc. Oggi la pressione è fare un numero di aerei cospicuo, i margini si sono ridotti. Bisogna cambiare modo di lavorare. Ecco che anche queste aziende cominciano a essere interessate a trovare un modo nuovo di utilizzare le macchine. Questa novità è quello che noi vendiamo. Io dico sempre ai nostri clienti potenziali, in tono simpatico, che se sono venuti a comprare una macchina come le altre hanno sbagliato indirizzo. Certamente, spiego, vi vendiamo una macchina che fa pezzi perfetti ma noi diventiamo interessanti se voi siete disposti a cambiare il modo di utilizzare questa macchina, farne cioè un’entità autonoma con la quale l’operatore si confronta a un livello più alto rispetto a quello a cui era abituato prima. Qualcosa che incomincia ad assomigliare sempre meno a uno strumento e sempre più a un partner”.
Servizi avanzati.
Le macchine MCM offrono quindi una serie di funzioni sofisticate e sulle quali si basa molto la strategia di vendita dell’azienda.
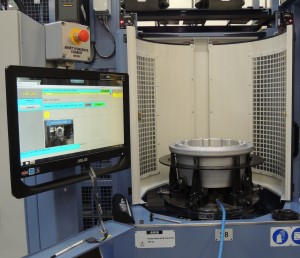
Innanzitutto è previsto un sistema di monitoraggio che fornisce precise indicazioni sulle operazioni che si stanno svolgendo e sul livello di efficienza che si registra durante le operazioni stesse (questo in modo completamente autonomo rispetto alle inputazioni imputazioni tradizionalmente fatte a mano dall’operatore) esso è in grado di registrare quanto la macchina ha lavorato, quali sono gli allarmi, e di avere un collegamento diretto con l’azienda fornitrice, MCM quindi, per ricevere indicazioni di diagnosi e supporto alla manutenzione.
“Qui c’è un cambio di concezione – interviene Giuseppe Fogliazza – l’operatore, anziché trovarsi di fronte una ‘montagna di ferro’ con una console di controllo numerico che gli dice qual è il ciclo e dove sono posizionati gli assi, o una tabella che gli dice quali sono gli utensili e i loro correttori, si confronta con un’immagine a colori della macchina le cui risorse sono rappresentate da icone sulle quali puntare e cliccare accedendo a svariate informazioni più approfondite. Questo tipo di approccio abbassa il livello di competenze necessarie per chi segue la macchina e consente anche a personale meno qualificato di eseguire in sicurezza operazioni prima appannaggio di operatori con molta esperienza. Tutte le nostre interfaccia utente sono all’interno di un browser, questo vuol dire che qualunque computer portatile con un accesso autorizzato alla rete locale della macchina può colloquiare con essa: conoscerne lo stato, la storia, sapere cosa ha fatto nella nottata, quanto è stata efficiente l’ultima settimana di lavorazione ecc. e ciò si può fare naturalmente anche con tablet e smartphone. Questo permette anche di allontanare fisicamente dalla macchina le persone addette al controllo”.
Comunicare con la macchina.
Naturalmente la gamma delle possibilità offerte da MCM non si esaurisce qui, 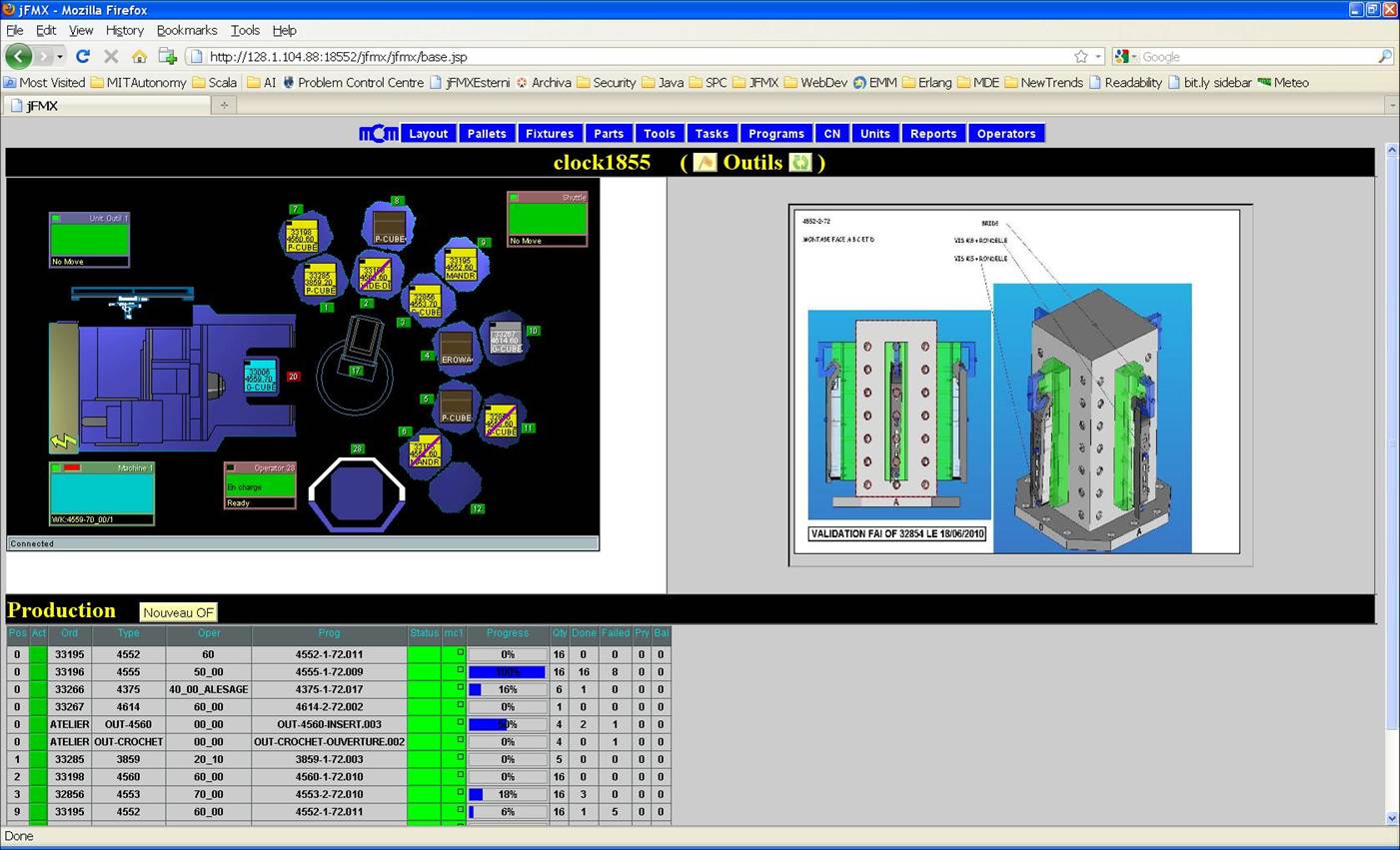 infatti l’offerta di servizi si espande fino al controllo in tempo reale di tutte le risorse di produzione.
infatti l’offerta di servizi si espande fino al controllo in tempo reale di tutte le risorse di produzione.
“In pratica c’è la possibilità di fare quanto segue – spiega Fogliazza – con estrema semplicità: dire al sistema della macchina ‘io devo lavorare questa cosa’ ed esso verifica se all’interno dell’impianto ci sono tutte le risorse per farlo; e quindi controllo in tempo reale sulla disponibilità degli utensili, controllo della disponibilità dei programmi per processare quel codice. Fatti i controlli, il sistema dice se è in grado di eseguire oppure no. Il passaggio immediatamente successivo è il controllo dell’esecuzione del processo. Sulla base di una lista di cose da fare, dunque, il sistema controlla le automazioni flessibili disponibili all’interno dell’impianto e mette in atto le lavorazioni”.
L’elemento chiave.
L’esecuzione di un piano di produzione è il servizio chiave sul quale MCM ha costruito poi tutti gli altri. In pratica uno strumento per la visione di più alto livello della produzione insieme con il controllo dell’automazione flessibile.
“Questi servizi – dice Fogliazza – diventano più importanti e addirittura indispensabili quando l’impianto è dotato di automazione flessibile: navette per il trasporto delle attrezzature, robot per il carico dei pezzi, navette per il trasporto degli utensili. La gestione utensili è l’altro grande tema che noi affrontiamo in maniera assolutamente originale. La macchina normalmente conosce solo l’utensile che ha sul mandrino in quel momento. Di tutti gli altri non conosce alcunché: dove sono, qual è la loro situazione, quali sono i dati associati ecc. Il nostro sistema permette invece di avere tutti questi dati a disposizione all’interno del software. L’utensile è una risorsa critica e la più importante per il tipo di macchine che noi costruiamo e una sua gestione appropriata fornisce enormi vantaggi. Ancora oggi troviamo macchine in certe officine che hanno gestioni utensili quasi primordiali del tipo: utensile 1 nel posto 1, utensile 5 nel posto 5, senza la possibilità di spostare gli utensili, di richiamare gemelli dello stesso utensile in base alla disponibilità di vita, senza poter spostare un utensile da una macchina all’altra. Tutte queste funzioni noi col nostro sistema le rendiamo disponibili”.
Giuseppe Fogliazza spiega inoltre come in effetti la conduzione degli utensili implichi una gestione piuttosto articolata perché vi sono connessi tanti sistemi e sottosistemi che generano informazioni che a loro volta richiedono altre informazioni. E questo servizio di integrazione e di trasferimento di dati verso altri sistemi informatici aziendali è una delle funzioni chiave del pacchetto.
La pianificazione.
“Il nostro sistema ha un funzionamento di tipo gerarchico e opera su più livelli – spiega Fogliazza – i livelli operativi più a contatto con la macchina hanno innanzitutto la necessità di essere reattivi. Vicino a una macchina che lavora succedono tante cose: si rompono gli utensili, gli operatori non ci mettono esattamente il tempo che avevamo previsto per caricare e scaricare un pezzo, il controllo qualità mi suggerisce di bloccare una produzione e quindi di cambiare l’ordine in cui i pezzi verranno lavorati ecc. I livelli superiori, che noi chiamiamo strategici, ci possono fornire strumenti per gettare uno sguardo sui lavori futuri, in particolare la pianificazione della produzione è uno dei servizi più innovativi che siamo in grado di fornire ai clienti. Gli strumenti tradizionali che si trovano sul mercato per pianificare la produzione fanno molta fatica se non addirittura sono incapaci di pianificare capacità flessibile. Le nostre macchine non si prestano alle logiche tradizionali dei pianificatori della produzione, tipicamente gli schedulatori a capacità finita, gli strumenti MRP2, che ragionano ad esempio su concetti come minimizzazione dei tempi di setup cioè delle volte che cambio la produzione. Ma se io ho un sistema flessibile per cui non esiste il setup l’approccio non regge. Noi abbiamo sviluppato un modo di pianificare la produzione specifico per le macchine flessibili. Quindi non minimizzi il setup, non fornisci una sequenza di pezzi da lavorare ma gestisci il tempo in periodi omogenei sui quali calcolare la capacità massima che è in grado di erogare la macchina. Fatto questo lavoro abbiamo un piano di produzione, diciamo così, incompleto perché non so quando un pezzo entrerà ma questo piano di produzione può essere poi eseguito in maniera efficiente dai livelli più bassi, quelli tattici, dato che attraverso l’integrazione dei diversi livelli si riesce a ottenere uno strumento automatico ed efficace per pianificare”.
I vari livelli gerarchici non lavorano a cascata ma fra di loro c’è un flusso di informazione bidirezionale. La struttura decisionale è innovativa: non è che tutte le decisioni vengono prese ad alto livello e sotto ci si limita a eseguire i processi uno in fila all’altro. Le decisioni che vengono prese a un certo livello definiscono dei vincoli all’interno dei quali i livelli più bassi hanno un certo grado di libertà. Alla fine questo meccanismo è in grado di dire oggi quando un certo ciclo di produzione sarà completato, gettando così un valido sguardo sulla produzione futura.
Il gioco cambia.
“Questo metodo cambia completamente il gioco – commenta Fogliazza – come cambia il gioco poter dire oggi quali sono le risorse da preparare per lavorare questa mattina, nel pomeriggio, nel fine settimana non presidiato, quindi il futuro non è più ignoto ma diventa un luogo su cui posso avere una certa visibilità. Tenendo conto della complessità dei problemi produttivi che le nostre macchine affrontano (centinaia di codici diversi, lotti anche unitari o comunque molto limitati) la nostra soluzione diventa un grande vantaggio e un elemento indispensabile per le moderne realtà produttive. Io dico sempre che oggi fare truciolo richiede una grande quantità di informazioni. E bisogna considerare che le nostre macchine fanno varie lavorazioni: fresare, forare, alesare, barenare, fanno anche tornitura, fanno rettifica, hanno sensori che consentono di misurare il pezzo durante la lavorazione ecc.”.
Contenuti correlati
-
 Motion control e thermal management smart e sostenibile con Duplomatic ad AMB 2026
Motion control e thermal management smart e sostenibile con Duplomatic ad AMB 2026Duplomatic MS, parte di Daikin Industries e fornitore globale di soluzioni per motion control e thermal management, parteciperà ad AMB 2026, in programma dal 15 al 19 settembre a Stoccarda ( Stand Duplomatic MS – Daikin Pad. 8,...
-
 José Pérez Berdud è il nuovo presidente di Cecimo
José Pérez Berdud è il nuovo presidente di CecimoCecimo annuncia l’elezione di José Pérez Berdud, CEO di Fagor Automation, a nuovo presidente per un mandato di due anni. Succede a François Duval di United Machining France SAS. L’elezione si è svolta durante l’Assemblea generale di...
-
 Compattezza e robustezza nella trasmissione della coppia con giunti lamellari Mayr
Compattezza e robustezza nella trasmissione della coppia con giunti lamellari MayrNella progettazione delle trasmissioni meccaniche, il giunto viene spesso considerato un componente secondario rispetto a motori, riduttori o sistemi di comando. In realtà, la sua scelta può influenzare in modo significativo precisione, affidabilità e comportamento dinamico dell’intera...
-
 Avio Solution annuncia la trasformazione in Spa e la nomina di Pontecorvo a presidente
Avio Solution annuncia la trasformazione in Spa e la nomina di Pontecorvo a presidenteAvio Solution ha annunciato di aver completato ufficialmente la trasformazione in Società per Azioni (S.p.A.), segnando un passaggio cruciale per il proprio consolidamento industriale nel comparto aerospaziale italiano. Questa importante evoluzione societaria coincide con l’insediamento del nuovo...
-
 Partnership tra Vanzetti Engineering e DLR per le pompe a idrogeno liquido in aerospace
Partnership tra Vanzetti Engineering e DLR per le pompe a idrogeno liquido in aerospaceVanzetti Engineering ha sviluppato, in collaborazione con l’Istituto di Tecnologia della Propulsione (AT) del Centro Aerospaziale Tedesco (DLR), un PoC (Proof of Concept) per un banco prova dedicato alle pompe a idrogeno liquido (LH2). Questa partnership si...
-
 Servoriduttori SEW-Eurodrive ad alta efficienza e affidabilità in automazione
Servoriduttori SEW-Eurodrive ad alta efficienza e affidabilità in automazioneSEW-Eurodrive arricchisce la serie PxG con nuovi servoriduttori epicicloidali nelle classi di performance da P1 a P3. I PxG economy combinano economicità e affidabilità con un funzionamento efficiente e sono ideali per applicazioni di automazione con requisiti...
-
 Sostenibilità con SMC per una visione sistemica della fabbrica digitale alla SPS Italia
Sostenibilità con SMC per una visione sistemica della fabbrica digitale alla SPS ItaliaIn occasione della fiera SPS Italia 2026, a Parma dal 26 al 28 maggio, SMC Italia (Pad 6 Stand G016) presenta una visione evoluta della fabbrica digitale, ponendo al centro un concetto chiave: la sostenibilità come leva...
-
 Affidabilità e precisione elevate in fresatura e tornitura combinate con Makino
Affidabilità e precisione elevate in fresatura e tornitura combinate con MakinoAll’ultima EMO di Hannover, Makino ha presentato il DA500, centro di lavoro verticale a cinque assi che combina operazioni di fresatura e tornitura con un elevato grado di affidabilità e precisione in un’unica macchina. Il centro di...
-
 Tornitura e lavorazione di precisione dalla Simodec 2026 di marzo
Tornitura e lavorazione di precisione dalla Simodec 2026 di marzoNonostante una congiuntura economica e geopolitica molto difficile, si è chiusa con prospettive incoraggianti d’edizione di Simodec 2026, salone internazionale delle macchine utensili per la tornitura e la lavorazione di precisione, tenutosi a La Roche-Sua-Foron dal 2...
-
 Test RF basato sul software con Emerson per applicazioni critiche Aerospace e Difesa
Test RF basato sul software con Emerson per applicazioni critiche Aerospace e DifesaIn occasione della conferenza Space Symposium 2026 in Colorado, Emerson ha annunciato la piattaforma NI Channel Emulator System Software (Chess), che introduce un nuovo approccio definito da software che consente ai team aerospaziali e per la difesa...
Scopri le novità scelte per te
-
Motion control e thermal management smart e sostenibile con Duplomatic ad AMB 2026
Duplomatic MS, parte di Daikin Industries e fornitore globale di soluzioni per motion control e thermal management,...
-
José Pérez Berdud è il nuovo presidente di Cecimo
Cecimo annuncia l’elezione di José Pérez Berdud, CEO di Fagor Automation, a nuovo presidente per un mandato...



Mercato Tutti ▶
-
 Valvole italiane nell’energia USA, commessa da 30 milioni di dollari per il Gruppo Valvitalia
Valvole italiane nell’energia USA, commessa da 30 milioni di dollari per il Gruppo ValvitaliaIl Gruppo Valvitalia comunica di essersi aggiudicato una nuova commessa del valore di circa...
-
 Automazione robotizzata intralogistica Cognibotics con Keba
Automazione robotizzata intralogistica Cognibotics con KebaCognibotics, azienda svedese fondata nel 2013 e specializzata in soluzioni robotiche avanzate per applicazioni...
-
 Siemens e Luna Rossa ampliano la collaborazione nell’ingegneria digitale integrata
Siemens e Luna Rossa ampliano la collaborazione nell’ingegneria digitale integrataSiemens annuncia di aver ampliato la propria partnership nel campo dell’ingegneria digitale con Luna...
Tecnologie Tutti ▶
-
 Motion control e thermal management smart e sostenibile con Duplomatic ad AMB 2026
Motion control e thermal management smart e sostenibile con Duplomatic ad AMB 2026Duplomatic MS, parte di Daikin Industries e fornitore globale di soluzioni per motion control...
-
 Illuminazione LED wenglor per applicazioni di machine vision
Illuminazione LED wenglor per applicazioni di machine visionwenglor lancia LBF, l’illuminazione a barre LED per applicazioni di machine vision progettata specificamente...
-
 Cuscinetto ibrido igus per incrementare l’efficienza dei nastri trasportatori aerei
Cuscinetto ibrido igus per incrementare l’efficienza dei nastri trasportatori aereiNell’industria e nel settore della logistica, gli ambienti polverosi possono rappresentare un problema per...

{kind=link}