5 assi per lavorare il titanio
-

- Tweet
- Pin It
- Condividi per email
-

Starrag progetta e produce centri di lavorazione a 5 assi simultanei adatti per la lavorazione del titanio. Si tratta di sistemi per produrre particolarmente rigidi che, oltre a ridurre le vibrazioni, garantiscono lavorazioni particolarmente produttive e una prolungata vita dell’utensile
Le aziende del settore della lavorazione del titanio incontrano enormi difficoltà quando si tratta di produrre in modo competitivo pezzi in serie di questo materiale esclusivo e delicato. Il titanio viene sempre più utilizzato nell’industria aerospaziale, grazie ai vantaggi derivanti dalla sua stabilità e dal suo peso relativamente contenuto. Parti strutturali in titanio utilizzate in combinazione con materiali compositi sono alla base della costruzione dei moderni aerei wide-body, dei veicoli spaziali e dei caccia militari. Anche per quanto riguarda i motori, le palette di turbine in titanio e in combinazione con altri materiali compositi sono in questo momento il meglio della tecnologia del settore.
Il materiale e la sua lavorabilità
 E’ un fatto noto che il titanio è un materiale molto difficile da lavorare, perché la sua tenacità e bassa conducibilità termica rende la vita difficile al filo tagliente degli utensili. Lo stampaggio a freddo rende il titanio più duro, triplicando il carico di rottura riducendo l’allungamento a trazione fino al 90%. Quando lo sforzo è troppo alto, si genera la rottura del tagliente. Nei giorni nostri, le proprietà nell’uso in produzione sono state ottimizzate, primo esempio è la lega di titanio 5553. Ha peso ridotto, alta resistenza e una buona tenuta alla corrosione: tutte proprietà ideali per l’industria aerospaziale moderna. Questo nuovo materiale Ti5553 comunque non rende la vita più semplice, ma al contrario, aumenta i problemi. Il Ti6Al4V è una lega classica ‘alfa-beta’ per l’industria aerospaziale, con una micro-struttura equilibrata (alpha = micro-struttura esagonale, beta = struttura cubica a corpo centrato ).
E’ un fatto noto che il titanio è un materiale molto difficile da lavorare, perché la sua tenacità e bassa conducibilità termica rende la vita difficile al filo tagliente degli utensili. Lo stampaggio a freddo rende il titanio più duro, triplicando il carico di rottura riducendo l’allungamento a trazione fino al 90%. Quando lo sforzo è troppo alto, si genera la rottura del tagliente. Nei giorni nostri, le proprietà nell’uso in produzione sono state ottimizzate, primo esempio è la lega di titanio 5553. Ha peso ridotto, alta resistenza e una buona tenuta alla corrosione: tutte proprietà ideali per l’industria aerospaziale moderna. Questo nuovo materiale Ti5553 comunque non rende la vita più semplice, ma al contrario, aumenta i problemi. Il Ti6Al4V è una lega classica ‘alfa-beta’ per l’industria aerospaziale, con una micro-struttura equilibrata (alpha = micro-struttura esagonale, beta = struttura cubica a corpo centrato ).
Ti5553 invece ha una maggiore proporzione beta, nel senso che è anche descritta come una lega ‘quasi – beta’. Questa caratteristica determina l’elevata resistenza al calore di cui sopra, ma allo stesso tempo rende più difficile la lavorabilità. Alle temperature che sono generate durante il processo di taglio, Ti5553 ha ancora una resistenza di circa 900N/mm2. La tendenza ad aderire sul filo del tagliente utensile è aumentata dalle componenti beta. La lavorazione precisa ed economica del titanio mette a dura prova sia i processi produttivi sia le macchine. Fin dai primi anni ‘60 gli utilizzatori Starrag, di tutto il mondo, hanno prodotto parti in titanio per l’industria aerospaziale sulle loro macchine. I tecnologi Starrag hanno acquisito un’enorme quantità di esperienza nella lavorazione del titanio e materiali analogamente duri nei decenni precedenti. La società è ormai conosciuta per la sua reputazione come fornitore specializzato di macchine utensili per la lavorazione del titanio e simili, dovuta in gran parte alla consulenza dei suoi esperti che forniscono indicazioni in termini di: strategie di fresatura; utensili e refrigeranti; robusti centri di lavorazione.
Strategia di fresatura
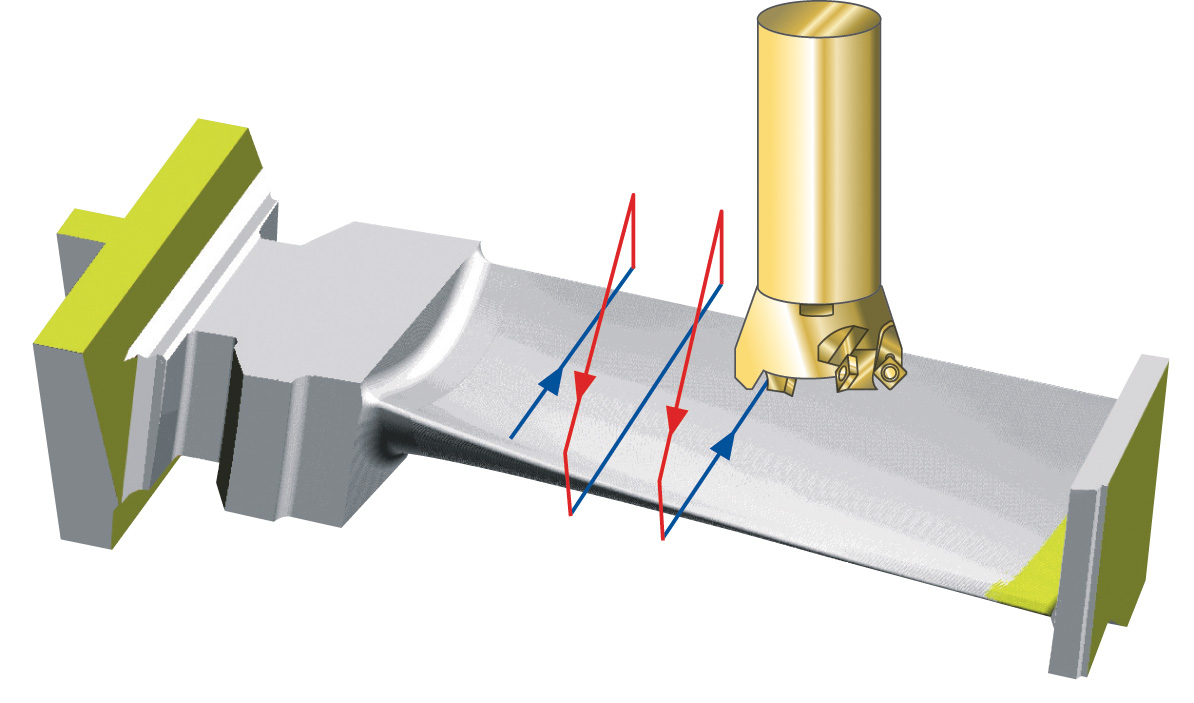
 Precisione ed economicità di produzione richiedono le giuste decisioni da prendere in termini di strategia di fresatura. L’adozione del virtual machining offre vantaggi sia per utenti esperti sia per quelli inesperti: non solo consentono notevoli risparmi di tempo in programmazione, ma riduce al minimo anche i complessi test-run su macchina. Insomma, un’attenta simulazione del programma consente di ottimizzare la strategia di fresatura in modo semplice e sicuro. La combinazione di virtual machining con il CAM Starrag RCS 7 per palette di turbina offre la base idonea per la lavorazione di superfici a flusso ottimizzato.
Precisione ed economicità di produzione richiedono le giuste decisioni da prendere in termini di strategia di fresatura. L’adozione del virtual machining offre vantaggi sia per utenti esperti sia per quelli inesperti: non solo consentono notevoli risparmi di tempo in programmazione, ma riduce al minimo anche i complessi test-run su macchina. Insomma, un’attenta simulazione del programma consente di ottimizzare la strategia di fresatura in modo semplice e sicuro. La combinazione di virtual machining con il CAM Starrag RCS 7 per palette di turbina offre la base idonea per la lavorazione di superfici a flusso ottimizzato.
L’impostazione di una strategia di fresatura in anticipo gioca anche un ruolo importante nella lavorazione di parti strutturali in titanio. Blocchi enormi di questo materiale esclusivo devono essere lavorati in modo efficiente per diventare componenti di alta qualità che hanno solo il 10 % del loro peso iniziale. Così come per una sgrossatura efficiente, la giusta strategia di finitura è fondamentale per garantire un risultato finale di alta qualità. Starrag ha una notevole esperienza nell’affrontare lavorazioni complesse utilizzando utensili particolarmente rigidi che forniscono miglioramenti significativi nella produzione di palette per turbine, blisk e giranti. Inoltre, il costruttore collabora con i rinomati produttori di moderni utensili e speciali refrigeranti, che ottimizzano il processo. Processo che garantisce agli utilizzatori di beneficiare dei prodotti più avanzati e della migliore esperienza globale. Sono utilizzati utensili stratificati e lucidati per soddisfare i processi del cliente per ottenere enormi miglioramenti in termini di produttività e qualità.
Centri di lavoro particolarmente stabili
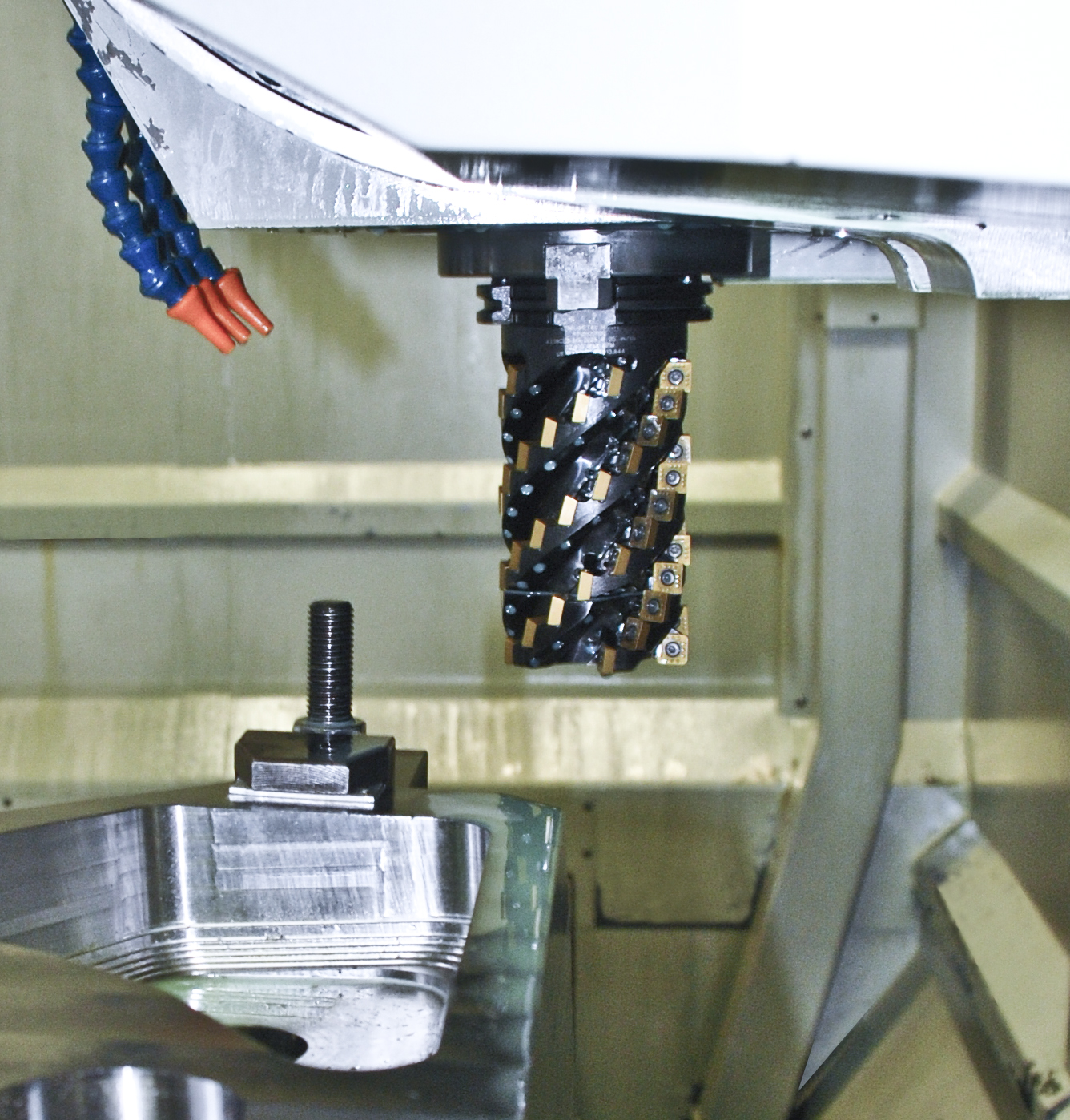
La esperienza globale della Starrag nella lavorazione a cinque assi simultanei di materiali duri si è riversata nei propri centri di lavorazione. Questi moderni centri soddisfano tutti i requisiti in termini di: stabilità di processo, qualità della finitura, precisione, facilità d’uso, affidabilità e sono adattati per la lavorazione simultanea in 3D, per esempio di particolari in titanio Ti5553. Per tenere il passo con la crescente domanda, la macchina prevede una struttura saldata a cella chiusa. Grazie alla particolare disposizione dei punti di saldatura, il comportamento di smorzamento è simile a quello di una fusione in ghisa, ma beneficia della maggiore rigidità del 25% tipico dell’acciaio. I sistemi di comando degli assi rotanti composti da ingranaggi e vite senza fine con i più alti livelli di smorzamento e rigidezza torsionale sono particolarmente insensibili ai disturbi esterni e permettono processi di taglio particolarmente difficili da effettuare in lavorazioni simultanee a cinque assi, anche in condizioni particolarmente pesanti, garantendo una prolungata vita utensile.
La robusta testa a singolo asse rotante permette di lavorare pezzi di grandi dimensioni in un unico piazzamento, con il risultato di ridurre il set-up e il tempo ciclo. La testa di fresatura particolarmente compatta e con una ridotta lunghezza di pivot naso mandrino e le sue ridotte dimensioni significano un’elevata precisione di rotazione e ridottissimo movimento di compensazione sull’asse A e un’ottima accessibilità al pezzo in una vasta gamma di posizioni angolari con utensili corti. Queste sono le condizioni ideali per la massima efficienza di lavorazione e di precisione sui pezzi. Particolare attenzione è rivolta alla generazione di calore. Il concetto di macchina simmetrica, il raffreddamento aggiuntivo legato alla temperatura ambiente, il monitoraggio intelligente del mandrino in lavorazione e il raffreddamento dei componenti della macchina riducono al minimo l’influenza termica, consentendo i ottenere la precisione richiesta anche su particolari che richiedono oltre 100 ore di lavorazione.
Cosa dire
Quando si tratta di lavorazione del titanio, Starrag può contare su decenni di esperienza e centri di lavoro innovativi ad alta efficienza energetica. Il tempo di set-up della macchina e di riposizionamento del pezzo è ridotto al minimo grazie alla lavorazione simultanea a cinque assi. La progettazione compatta e rigida della testa di fresatura permette un’efficiente lavorazione simultanea a cinque assi con un’ottima accessibilità al pezzo. I centri di lavorazione accuratamente dimensionati con smorzamento ottimale forniscono all’utente un’elevata qualità di finitura e precisione.
Contenuti correlati
-
 Macchine utensili in ulteriore calo nel secondo trimestre 2026, i dati Ucimu
Macchine utensili in ulteriore calo nel secondo trimestre 2026, i dati UcimuNel secondo trimestre 2026, l’indice degli ordini di macchine utensili elaborato dal Centro Studi & Cultura di Impresa di Ucimu-Sistemi per Produrre segna un calo del -25,8% rispetto al periodo aprile-giugno 2025. In valore assoluto l’indice si...
-
 Centro di lavoro a 5 assi compatto da Hermle
Centro di lavoro a 5 assi compatto da HermleIl centro di lavorazione a 5 assi Hermle C12 viene incontro alle esigenze degli utenti che richiedono superfici di installazione sempre più ridotte. Oltre che per la compattezza, la macchina si distingue per le competenze chiave di...
-
 Avio Solution annuncia la trasformazione in Spa e la nomina di Pontecorvo a presidente
Avio Solution annuncia la trasformazione in Spa e la nomina di Pontecorvo a presidenteAvio Solution ha annunciato di aver completato ufficialmente la trasformazione in Società per Azioni (S.p.A.), segnando un passaggio cruciale per il proprio consolidamento industriale nel comparto aerospaziale italiano. Questa importante evoluzione societaria coincide con l’insediamento del nuovo...
-
 Hermle, manifattura significa saper fare
Hermle, manifattura significa saper fareLo scorso aprile (dal 21 al 24), in occasione della tradizionale open house Hermle, l’azienda ha aperto le porte del proprio centro tecnologico e di formazione. In tutte le giornate il costruttore tedesco ha accolto visitatori provenienti...
-
 Partnership tra Vanzetti Engineering e DLR per le pompe a idrogeno liquido in aerospace
Partnership tra Vanzetti Engineering e DLR per le pompe a idrogeno liquido in aerospaceVanzetti Engineering ha sviluppato, in collaborazione con l’Istituto di Tecnologia della Propulsione (AT) del Centro Aerospaziale Tedesco (DLR), un PoC (Proof of Concept) per un banco prova dedicato alle pompe a idrogeno liquido (LH2). Questa partnership si...
-
 HS flex hybrid il sistema sviluppato da Hermle per l’automazione
HS flex hybrid il sistema sviluppato da Hermle per l’automazioneI sistemi handling HS flex e HS flex heavy di Hermle dimostrano ormai quotidianamente la loro efficienza in numerose aziende e in molteplici applicazioni nella produzione automatizzata di un’ampia varietà di pezzi. Con il sistema handling...
-
 Hermle, fabbrica in continua evoluzione
Hermle, fabbrica in continua evoluzioneManifattura significa saper fare. Produrre beni industriali, che in tempi complicati e tensioni internazionali, non si può pensare di trovare in mercati sempre più destabilizzati, l’azienda tedesca Hermle, costruttore di centri di lavorazione a 5 assi, ha...
-
 Affidabilità e precisione elevate in fresatura e tornitura combinate con Makino
Affidabilità e precisione elevate in fresatura e tornitura combinate con MakinoAll’ultima EMO di Hannover, Makino ha presentato il DA500, centro di lavoro verticale a cinque assi che combina operazioni di fresatura e tornitura con un elevato grado di affidabilità e precisione in un’unica macchina. Il centro di...
-
 Materiali e soluzioni voestalpine HPM in oil & gas a IVS 2026 a Bergamo
Materiali e soluzioni voestalpine HPM in oil & gas a IVS 2026 a Bergamovoestalpine High Performance Metals Italia conferma la propria presenza alla sesta edizione dell’Industrial Valve Summit (IVS), l’evento internazionale dedicato alle tecnologie delle valvole industriali e alle soluzioni di flow control, in programma dal 19 al 21 maggio...
-
 Test RF basato sul software con Emerson per applicazioni critiche Aerospace e Difesa
Test RF basato sul software con Emerson per applicazioni critiche Aerospace e DifesaIn occasione della conferenza Space Symposium 2026 in Colorado, Emerson ha annunciato la piattaforma NI Channel Emulator System Software (Chess), che introduce un nuovo approccio definito da software che consente ai team aerospaziali e per la difesa...
Scopri le novità scelte per te
-
Macchine utensili in ulteriore calo nel secondo trimestre 2026, i dati Ucimu
Nel secondo trimestre 2026, l’indice degli ordini di macchine utensili elaborato dal Centro Studi & Cultura di...
-
Centro di lavoro a 5 assi compatto da Hermle
Il centro di lavorazione a 5 assi Hermle C12 viene incontro alle esigenze degli utenti che richiedono...



Mercato Tutti ▶
-
 Magagnin confermato alla presidenza di Poliefun
Magagnin confermato alla presidenza di PoliefunLo scorso 29 giugno si è tenuta l’assemblea elettiva dell’associazione Poliefun, che ha provveduto...
-
 Macchine utensili in ulteriore calo nel secondo trimestre 2026, i dati Ucimu
Macchine utensili in ulteriore calo nel secondo trimestre 2026, i dati UcimuNel secondo trimestre 2026, l’indice degli ordini di macchine utensili elaborato dal Centro Studi...
-
 Edilizia sostenibile in legno ad Hannover a maggio per Ligna.27
Edilizia sostenibile in legno ad Hannover a maggio per Ligna.27L’edilizia arriva a Ligna.27, e non si tratta di una costruzione qualunque. Dal 10...
Tecnologie Tutti ▶
-
 Cavi compatibili Belden da Lapp per automazione industriale
Cavi compatibili Belden da Lapp per automazione industrialeLAPP, specialista globale nelle soluzioni di connettività industriale, annuncia l’evoluzione della propria linea di...
-
 Azionamento servo decentralizzato compatto e scalabile SEW-Eurodrive
Azionamento servo decentralizzato compatto e scalabile SEW-EurodriveMovidyn è il nuovo sistema di azionamento servo decentralizzato completamente integrato di SEW-Eurodrive, progettato...
-
 Motion control e thermal management smart e sostenibile con Duplomatic ad AMB 2026
Motion control e thermal management smart e sostenibile con Duplomatic ad AMB 2026Duplomatic MS, parte di Daikin Industries e fornitore globale di soluzioni per motion control...

{kind=link}