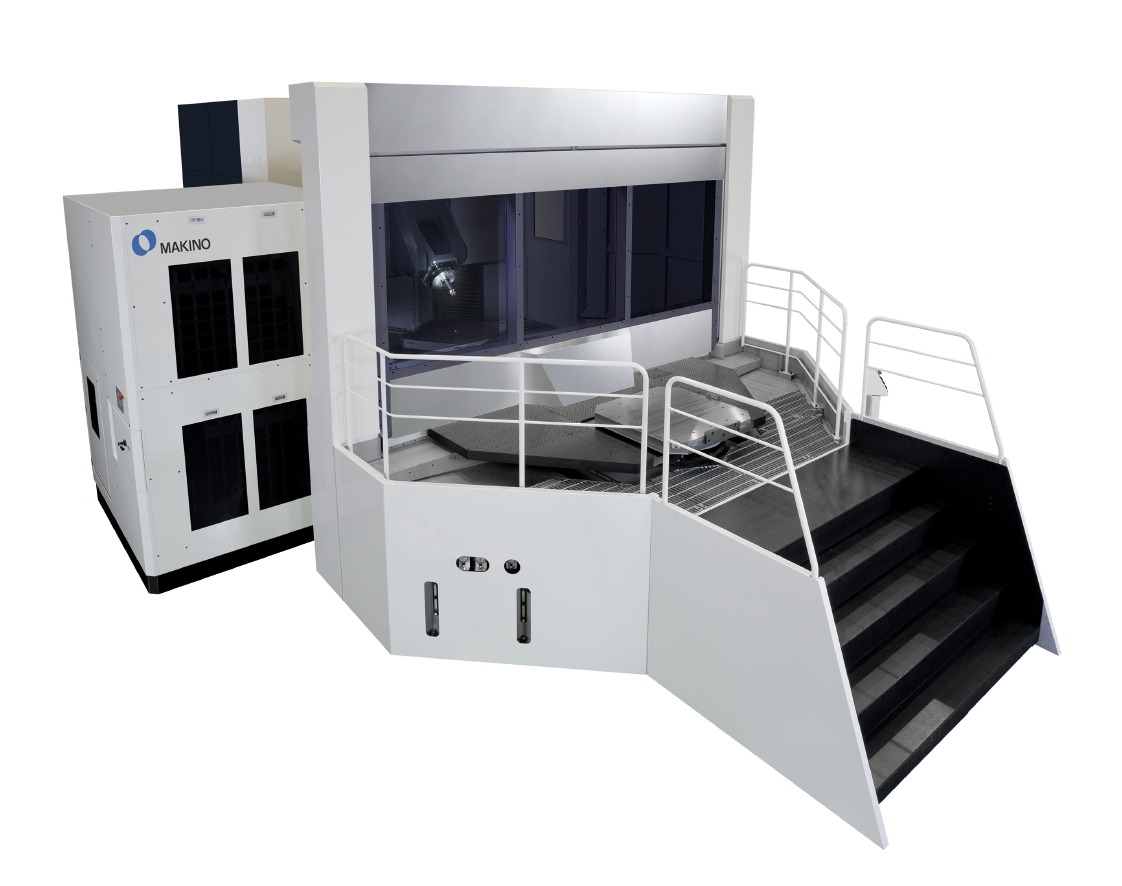
Combinando tecnologie di punta provenienti da altre sperimentate macchine Makino a innovativi avanzamenti nella tecnologia del mandrino, rigidità strutturale, dinamica della macchina, gestione della precisione e prolungamento della durata degli utensili, la T1 Makino – new entry con pallet da 1.000 mm nella rinomata serie T Makino – fornisce performance di tutto rispetto. Questa nuova macchina soddisfa diverse esigenze della lavorazione del titanio e dell’alluminio con una produttività ugualmente buona nella truciolatura pesante (titanio) e nella lavorazione ad alta velocità (alluminio). Tipiche velocità di asportazione del materiale sono 202 cm3/min per il titanio Ti-6Al-4V e 4.636 cm3/min per l’alluminio A6061.
{kind=link}
Tecnologia autonoma del mandrino. Il mandrino della T1 è stato specificamente sviluppato per questa nuova macchina con l’obiettivo di migliorare performance e flessibilità, ad esempio potenza e coppia elevate e costanti in intervalli di velocità più ampi che nei mandrini convenzionali. Inoltre la tecnologia del refrigerante attraverso il mandrino prolunga la vita dell’utensile fornendo un volume elevato di fluido refrigerante ad alta pressione nel punto di contatto. Il fluido è spinto verso il mandrino a una pressione di 7 MPa e con un volume massimo di 100 l/min (optional) assicurando cosi un notevole risparmio nei costi.
Rigidità, robustezza e smorzamento. La posizione del 4° e 5° asse nella T1 è stata stabilita dopo un’analisi dettagliata del tipo, delle dimensioni e dei pesi dei pezzi da lavorare. La tavola rotante dell’asse B fornisce una coppia di 29.000 Nm (picco), mentre l’inclinazione dell’asse A è prossima al mandrino e fornisce 21.500 Nm (picco).
Tra i numerosi vantaggi del principio costruttivo della T1 rispetto a una macchina a 5 assi con perno di articolazione c’è, ad esempio, il fatto che i pezzi pesanti non vengono mossi su una tavola inclinabile e sono supportati direttamente dal bancale; il rischio di collisione complessi-vo è più basso; non ci sono cambi nel momento di massa del mandrino.
Una buona accessibilità al pezzo è assicurata dall’altezza di carico più bassa; l’area di lavoro è grande; il punto di taglio è facile da vedere e l’accessibilità al pezzo è sicura e facile. La stabilità di questa macchina è inoltre accentuata dalla struttura rigida del bancale con ampia guida monolitica che assicura buone caratteristiche di taglio riducendo nel contempo le vibrazioni. La tecnologia a scorrimento degli assi di Makino e il sistema di smorzamento attivo contribuiscono a un’ulteriore riduzione delle vibrazioni.
Dinamica e precisione. L’innovativa combinazione di guide a scorrimento semiflottanti e guide a rulli presenta dei vantaggi evidenti: le prime contribuiscono ad aumentare la rigidità e la precisione, mentre le seconde migliorano la dinamica e la risposta della macchina. Le guide scorrevoli semiflottanti sono utilizzate negli assi X e Z, una combinazione di entrambe viene usata nell’asse Y. La gestione della precisione è aumentata anche dallo sperimentato stabilizzatore termico Makino, che assicura una precisione costante per ore e ore di lavorazione.
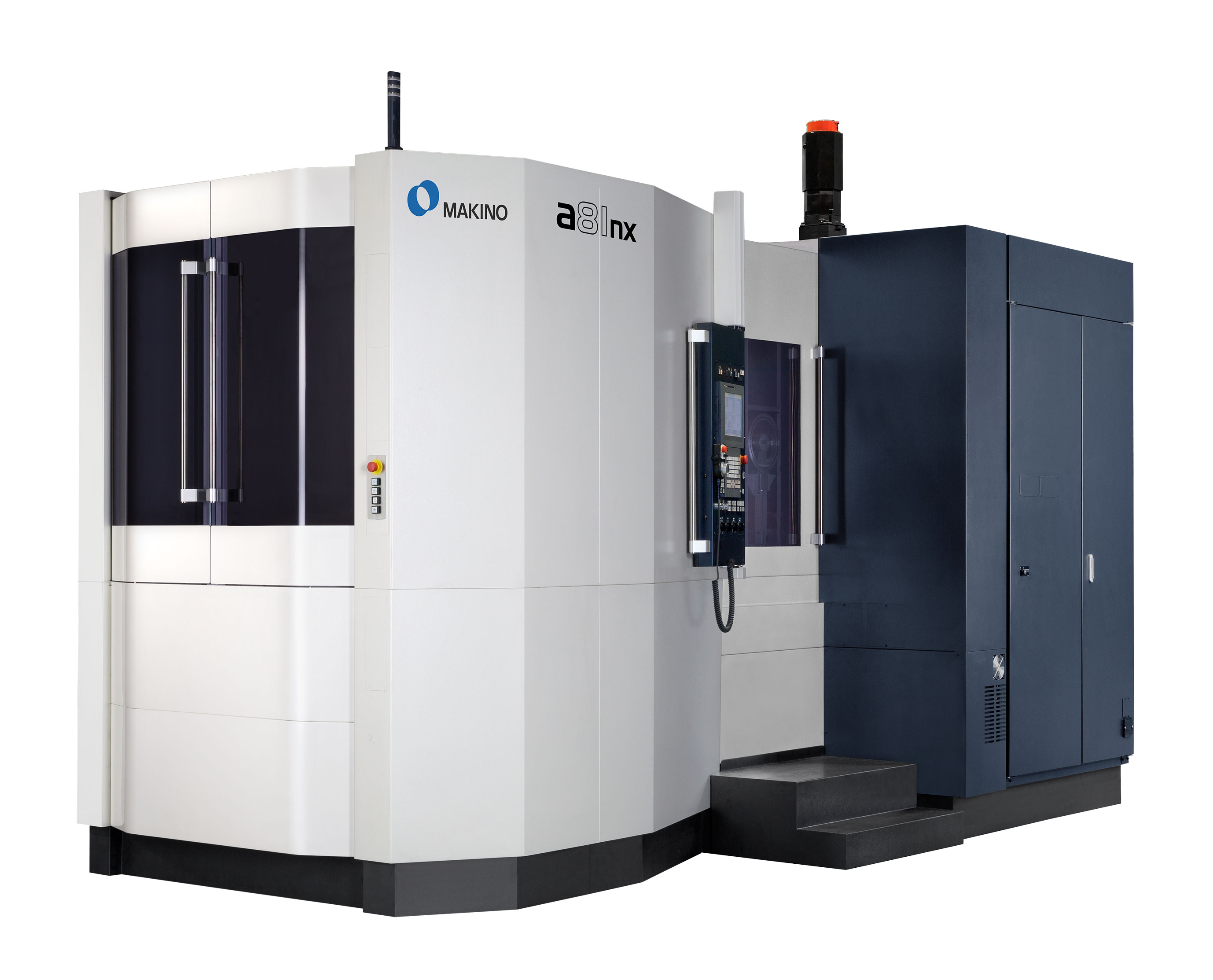
Su strada e fuori. Particolarmente adatta alla produzione di parti per autoveicoli tradizionali o fuoristrada, ma naturalmente, non solo, è la nuova a81nx Makino. I progettisti della casa giapponese sono particolarmente orgogliosi di questo modello:”È una macchina che offre grandi vantaggi in un’ampia gamma di applicazioni potenziali, dotata di eccezionale precisione di indexaggio, performance eccellente nella velocità di asportazione del metallo (MRR) e tempi di ciclo ridotti”.
Come derivazione di un centro di lavoro orizzontale di grande successo come la a81, la a81nx presenta numerosi e importanti miglioramenti. La nuova macchina è ideale per lavorare teste di cilindro, blocchi cilindrici e scatole del cambio di vetture e veicoli commerciali, ma anche mezzi per l’agricoltura e l’edilizia. È inoltre molto adatta ad applicazioni come la lavorazione di stampi, valvole di controllo per apparecchiature idrauliche o corpi di pompa e scatole del cambio per altri tipi di macchinari industriali oppure per lavorare componenti aerospaziali di difficile lavorazione.
{kind=link}
Riduzione dei tempi di ciclo. La a81nx è stata progettata per svolgere tutta la gamma di operazioni, dalla sgrossatura pesante con grandi utensili alla finitura di precisione (ad esempio ‘foratura indexaggio foratura’), in special modo per componenti di rivestimento. Altri obiettivi chiave nella concezione di questa macchina sono stati la riduzione dei tempi di ciclo e l’aumento della produttività grazie a miglioramenti nell’affidabilità, usabilità e manutenibilità nonché nelle fun-zioni automatizzate.
La maggiore rigidità della a81nx consente performance di lavorazione più stabili e potenti, ad esempio una velocità di rimozione del metallo di 1.000 cm3/min per la ghisa. Nel complesso la sua struttura è due volte più rigida rispetto al modello precedente, grazie a diverse modifiche strutturali che hanno rafforzato la rigidità della struttura della tavola e del bancale. Sono disponibili tre mandrini diversi che si adattano alle varie applicazioni e ciascun mandrino vanta delle caratteristiche di lavorazione potenziate.
La maggiore corsa dell’asse Y e la capacità di taglio uniforme su tutto il percorso dell’asse stesso consentono il massimo utilizzo dell’area di lavoro. Al contempo, lunghezza, diametro e peso massimi ammessi per gli utensili utilizzabili sulla a81nx sono stati aumentati a 690 mm (lunghezza), 356 mm (diametro) e 30 kg/45 Nm o 35 kg/50 Nm (a seconda del portautensile).
Precisione di indexaggio. Uno dei punti di forza della a81nx è la sua grande precisione di taglio ‘foratura indexaggio foratura’ grazie a tre fattori che svolgono un ruolo significativo: prima di tutto la sua struttura molto rigida che assicura rettilineità e ortogonalità con pezzi di peso diverso; secondo, la scentratura mandrino/tavola (asse B) ridotta; e terzo, la struttura termicamente simmetrica combinata all’eliminazione di sorgenti di calore indesiderabili che assicura stabilità termica anche con lavorazioni di lunga durata.
Tempi di lavorazione e tempi di non-taglio più brevi sono stati raggiunti grazie alla maggiore accelerazione e decelerazione del mandrino, al miglioramento dell’accelerazione e del movimento a scatti degli assi e a un tempo di risposta acceso/spento più rapido per il refrigerante dell’ugello e attraverso il mandrino. Tutto questo consente ad esempio tempi di avanzamento più brevi nel taglio continuo o una significativa riduzione del tempo richiesto per la maschiatura rigida.
Funzioni migliorate. Diversi miglioramenti rispetto al modello precedente accrescono la produttività nelle applicazioni: un sistema di smaltimento dei trucioli più performante, un’operabilità ancora più orientata all’operatore, numerose funzioni che rendono la macchina ancora più affidabile e riducono gli interventi di manutenzione, nonché un maggiore grado di automazione con il modulo MMC II o il sistema VIP e un sistema di controllo del dispositivo portapezzo. Infine, ma non meno importante, sono state incluse delle funzioni di risparmio energetico per abbassare il consumo di energia.