L’utensile per le turbine eoliche
-

- Tweet
- Pin It
- Condividi per email
-

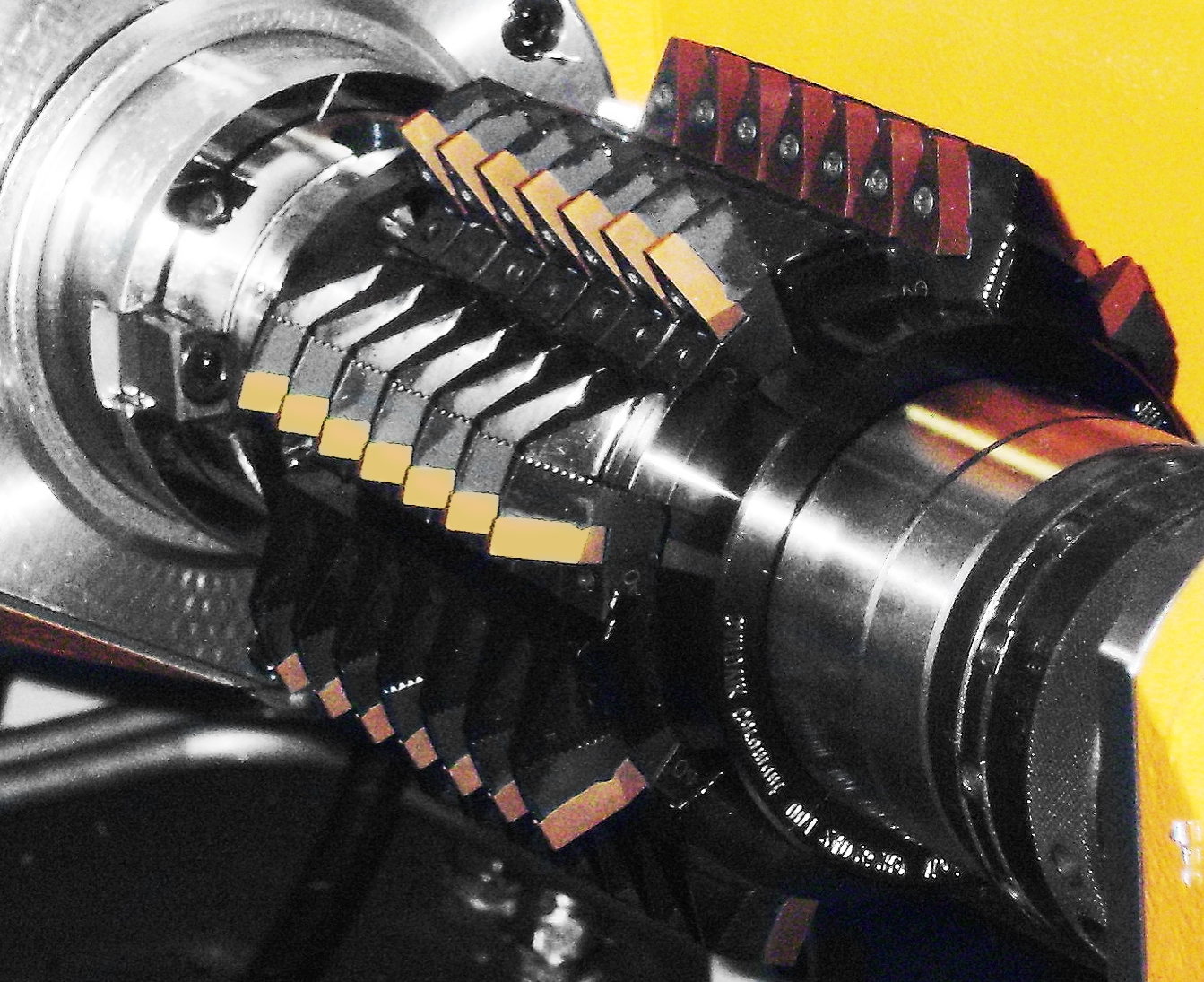
I recenti progressi nella tecnologia degli utensili da taglio sono il vento in poppa per l’industria delle energie rinnovabili. Alcune soluzioni Sandvik Coromant permettono una maggiore produttività in questo specifico comparto industriale.
 A prescindere da quali componenti vengono prodotti nel settore dell’energia eolica, in un mercato globale fortemente competitivo la produttività elevata è un elemento vitale. Di conseguenza, le richieste in questo senso sono in continuo aumento, e ciò fa crescere di giorno in giorno la pressione sull’utilizzo delle macchine e la necessità di massimizzare la produzione. I componenti per le turbine eoliche variano moltissimo in termini di dimensioni, design, materiali e negli elementi che richiedono lavorazione. Questo significa che i produttori possono trarre grandi vantaggi dagli ultimi sviluppi nelle macchine utensili e nei metodi di lavorazione.
A prescindere da quali componenti vengono prodotti nel settore dell’energia eolica, in un mercato globale fortemente competitivo la produttività elevata è un elemento vitale. Di conseguenza, le richieste in questo senso sono in continuo aumento, e ciò fa crescere di giorno in giorno la pressione sull’utilizzo delle macchine e la necessità di massimizzare la produzione. I componenti per le turbine eoliche variano moltissimo in termini di dimensioni, design, materiali e negli elementi che richiedono lavorazione. Questo significa che i produttori possono trarre grandi vantaggi dagli ultimi sviluppi nelle macchine utensili e nei metodi di lavorazione.
Inserti multitagliente. Prendiamo l’esempio del substrato dell’inserto. I materiali del substrato sono la base di tutti gli utensili da taglio, e da essi dipendono non soltanto la durata e l’affidabilità del processo, ma anche la produttività. I dati di taglio e il ciclo di vita potenziale di un utensile (basati sulla resistenza all’usura e la forza) determinano i tempi di ciclo e i tempi di fermo dei macchinari, e di conseguenza la capacità produttiva e la capacità di consegna delle lavorazioni meccaniche.
 Oggi la maggioranza degli inserti multitagliente è rivestita, e ciò significa che gli sviluppi in quest’area hanno una grande influenza sulla performance. Per esempio, le qualità PVD più recenti utilizzano il processo di rivestimento per diminuire lo stress da trazione nel materiale contrastandolo con la compressione. Questo avviene mediante un nuovo processo di trattamento a impatto elevato che produce una linea di taglio affilata, resistente e sicura. Tra le operazioni che ne beneficiano vi è quella di fresatura frontale, dove l’entrata-uscita dal taglio è spesso impegnativa.
Oggi la maggioranza degli inserti multitagliente è rivestita, e ciò significa che gli sviluppi in quest’area hanno una grande influenza sulla performance. Per esempio, le qualità PVD più recenti utilizzano il processo di rivestimento per diminuire lo stress da trazione nel materiale contrastandolo con la compressione. Questo avviene mediante un nuovo processo di trattamento a impatto elevato che produce una linea di taglio affilata, resistente e sicura. Tra le operazioni che ne beneficiano vi è quella di fresatura frontale, dove l’entrata-uscita dal taglio è spesso impegnativa.
In modo analogo, i rivestimenti MT CVD con minore stress relativo e un trattamento post-rivestimento permettono l’impiego di rivestimenti più spessi e con maggiore resistenza all’usura. Ma di tutto questo beneficiano soprattutto le operazioni che presentano un rischio elevato di guasto per via del calore e degli agenti chimici, quali la fresatura preliminare, o di sgrossatura, e la tornitura.
Velocità, avanzamento, profondità. Per esaminare in che modo la più recente tecnologia degli inserti multitagliente può migliorare in maniera diretta i componenti delle turbine eoliche, possiamo prendere in considerazione l’esempio seguente. Quando si produce un riduttore per turbine eoliche, un modo efficace in termini di costi per realizzare il profilo dell’ingranaggio su una ruota planetaria è procedere alla fresatura impiegando soluzioni di metallo duro multitagliente piuttosto che convenzionali frese a creatore in acciaio super rapido (HSS). Questo per via di numerosi vantaggi chiave quali dati di taglio superiori, tempi di ciclo ridotti e un’economia di lavorazione migliorata.
 In termini di strategia di lavorazione, allorché si fresano ruote planetarie, ci sono chiari vantaggi nell’utilizzare la fresatura concorde rispetto a quella convenzionale. Un problema importante legato alle tecniche convenzionali è la vita più breve dell’attrezzo dovuta alla generazione di trucioli di grande spessore in uscita dal taglio, che è sfavorevole per gli inserti di metallo duro. Al contrario, la fresatura concorde produce un truciolo più sottile in uscita, che comporta un minore stress sulla linea di taglio dell’inserto, prevenendo guasti prematuri. La fresatura concorde garantisce una spoglia maggiore durante il processo di taglio, e dunque, minore frizione e minore generazione di calore. La vita dell’attrezzo ne risulta estesa in maniera significativa.
In termini di strategia di lavorazione, allorché si fresano ruote planetarie, ci sono chiari vantaggi nell’utilizzare la fresatura concorde rispetto a quella convenzionale. Un problema importante legato alle tecniche convenzionali è la vita più breve dell’attrezzo dovuta alla generazione di trucioli di grande spessore in uscita dal taglio, che è sfavorevole per gli inserti di metallo duro. Al contrario, la fresatura concorde produce un truciolo più sottile in uscita, che comporta un minore stress sulla linea di taglio dell’inserto, prevenendo guasti prematuri. La fresatura concorde garantisce una spoglia maggiore durante il processo di taglio, e dunque, minore frizione e minore generazione di calore. La vita dell’attrezzo ne risulta estesa in maniera significativa.
Questo è solo un esempio di come le innovazioni più recenti negli utensili da taglio possono aiutare la produzione di componenti per le turbine eoliche, ma ce ne sono molti altri. Prendiamo allora la sede del cuscinetto, una parte in ghisa che tiene stabilmente in posizione l’albero principale sul telaio base. Qui ci sono numerose differenti operazioni di sgrossatura come la spianatura e la fresatura di spallamenti. L’impiego di un utensile da taglio versatile come la CoroMill 490 di Sandvik Coromant permette di soddisfare tutte queste richieste, anche allorché sia necessaria una lavorazione in ambiente secco. I dati di taglio ottenibili utilizzando questa fresa utensile recitano: velocità di taglio di 300 m/min, avanzamento di 0,3 mm/giro e profondità di taglio tra i 5 e i 10 mm.
Lo stesso utensile può essere impiegato nella spianatura e fresatura di spallamenti sul telaio base e il convertitore di coppia, un componente in ghisa nodulare che fissa la scatola ingranaggi alla piattaforma, riducendo infine i costi e gli inventari degli utensili, garantendo al tempo stesso elevata precisione e tolleranze minime. Anche CoroMill 390 può essere utilizzata con risultati estremamente positivi sulla sede del cuscinetto, tipicamente per operazioni di sgrossatura in rampa circolare con profondità di taglio fino a 14 mm. Questa fresa viene impiegata anche per la fresatura elicoidale e la contornatura su alloggiamento di scatola ingranaggi, telaio base e mozzo riduttore. Quest’ultimo ospita il meccanismo di regolazione del passo e i cuscinetti, e connette l’assemblaggio di rotore e pala all’albero principale. L’interpolazione elicoidale è una tecnica di lavorazione flessibile in rampa a tre assi, e con CoroMill 390 diventa un’alternativa molto efficace alla barenatura di sgrossatura.
Rimozione in quantità. La produttività è d’importanza vitale allorché si lavorano componenti di turbine eoliche, attività che nel caso di alcune parti richiede una rimozione di metallo davvero cospicua. Nel caso, per esempio, dell’alloggiamento della scatola degli ingranaggi, si arriva a una rimozione di materiale nell’ordine di 50-150 kg, mentre i mozzi sono spesso soggetti a una produzione di truciolo sbalorditiva, pari a 1 t.
Un altro utensile di casa Sandvik Coromant molto usato nella lavorazione di componenti per le turbine eoliche è la fresa a disco multitagliente CoroMill 331. Per esempio, sull’alloggiamento della scatola ingranaggi, questo utensile viene spesso impiegato a secco in operazioni di spianatura in tirata, garantendo una soluzione economicamente vantaggiosa. I dati di taglio tipici sono: velocità di taglio intorno ai 240 m/min, velocità di avanzamento di 0,35 mm/dente e profondità di taglio di 2,5 mm. Altre operazioni di spianatura in tirata hanno luogo sul telaio base, il mozzo e la scatola ingranaggi portaplanetario, componente in ghisa nodulare che collega scatola ingranaggi e albero principale. Nell’ambito del taglio degli ingranaggi, molte componenti di turbine richiedono questa difficile disciplina. Un caso di specie è la scatola ingranaggi corona dentata che contiene gli ingranaggi planetari. Qui, un utensile come la fresa a disco ad alte prestazioni per ingranaggi di grandi dimensioni CoroMill 170, è equipaggiata con inserti multitagliente, che garantiscono al processo sicurezza e un’accresciuta produttività. Le velocità di taglio sono tra i 120 e i 160 m/min a seconda della natura dell’operazione (sgrossatura o finitura). Anche queste ralle di rotazione in acciaio temprato – utilizzate per collegare la torre alla gondola – impegnate nella lavorazione possono trarre vantaggio dell’utilizzo della CoroMill 170.
Svariate sono le operazioni di tornitura sui componenti delle turbine eoliche, che includono gli anelli di connessione necessari per tenere insieme le sezioni della torre tubolare, la scatola ingranaggi corona dentata e le ralle di rotazione. Tutti questi elementi sono realizzati in acciaio temprato e beneficiano dell’uso delle geometrie Sandvik Coromant T-Max P, progettate per una frantumazione del truciolo controllata e per facilitare l’evacuazione del metallo a velocità elevata in ambiente secco. Per esempio, quando gli anelli di connessione lavorano utilizzando un tornio verticale, è possibile procedere alla sgrossatura impiegando la nuova qualità GC4325 con velocità di taglio di 150 m/min, velocità di avanzamento di 1,33 mm/giro e profondità di taglio di 10 mm. Le geometrie T-Max P possono tornire senza problemi componenti di turbine eoliche in acciaio temprato come l’albero principale, che trasferisce energia dal mozzo del rotore nella scatola ingranaggi e nelle scatole ingranaggi dei vari alberi.
Foratura raddoppiata. La lavorazione di componenti di turbine eoliche attive richiedono l’applicazione di numerosi altre operazioni di taglio. La foratura, per esempio, viene applicata su svariati componenti, comprese le pale rotore, per le quali lo strumento ideale è CoroDrill 880. Semplicemente scambiando un trapano convenzionale con una punta multitagliente CoroDrill 880, è possibile raddoppiare il numero di fori praticati nello stesso arco temporale. La foratura che si avvale della ‘step technology’ offre un elevato bilanciamento delle forze di taglio, garantendo significativi incrementi nella produttività che tuttavia rispettano la qualità del componente. Altre operazioni, giusto per citarne alcune, includono foratura, smussatura, fresatura di filetti, tornitura di componenti dure e foratura profonda. Per ciascuna di esse esiste una soluzione testata e ottimizzata basata sulle innovazioni più recenti della tecnologia del taglio.
Contenuti correlati
-
 La transizione energetica spinge l’export italiano delle aziende Anie negli Stati Uniti
La transizione energetica spinge l’export italiano delle aziende Anie negli Stati UnitiA fine 2023, le tecnologie italiane per l’energia, in particolare i sistemi per la produzione elettrica da fonti tradizionali e rinnovabili, la trasmissione e la distribuzione elettrica, hanno fatto degli Stati Uniti il terzo mercato di destinazione...
-
 Componenti ottimizzati per stampaggio a iniezione plastica voestalpine HPM Italia
Componenti ottimizzati per stampaggio a iniezione plastica voestalpine HPM ItaliaNell’ambito della vasta gamma dei suoi Engineered Products, voestalpine High Performance Metals Italia presenta le ultime soluzioni progettate specificamente per lo stampaggio a iniezione plastica. Questi componenti innovativi, che includono filtri, strutture di sfiato e diversi inserti,...
-
 Alluminio, lubrificanti e sostenibilità con TotalEnergies dalla Mecspe
Alluminio, lubrificanti e sostenibilità con TotalEnergies dalla MecspeLa presenza alla recente Mecpse di inizio marzo ha rappresentato per TotalEnergies un’importante opportunità per illustrare il suo contributo allo sviluppo di lubrificanti di alta qualità, con l’obiettivo si porsi come punto di riferimento offrendo prodotti specializzati...
-
 Pompe sommerse estraibili per LNG da Vanzetti Engineering
Pompe sommerse estraibili per LNG da Vanzetti EngineeringVanzetti Engineering amplia il proprio portafoglio prodotti introducendo una nuova famiglia di pompe sommerse, la serie estraibile ESK-IMO con portate da 70 m3/ora fino a 500 m3/ora e prevalenza fino a 240 m. Poiché tutta la parte...
-
 Ricarica bidirezionale nei veicoli elettrici, Eaton ne illustra le potenzialità
Ricarica bidirezionale nei veicoli elettrici, Eaton ne illustra le potenzialitàUn recente report realizzato da SmartEn – Smart Energy Europe e DNV, e co-sponsorizzato da Eaton, analizza e compara lo scenario normativo di 11 Paesi europei in materia di ricarica bidirezionale dei veicoli elettrici (V2X, o Vehicle-to-everything),...
-
 TORNITURA FRESATURA PER COSTRUIRE MOTORI
TORNITURA FRESATURA PER COSTRUIRE MOTORIRidurre il consumo di carburante, le emissioni e, ancor di più, la rumorosità: negli aerei i propulsori hanno un ruolo decisivo. Geometrie complesse, materiali ad alta resistenza e monitoraggio del processo senza soluzione di continuità sono cruciali...
-
 LAVORARE CUSCINETTI PER LE TURBINE EOLICHE
LAVORARE CUSCINETTI PER LE TURBINE EOLICHEL’azienda austriaca Miba produce cuscinetti idrodinamici per le turbine eoliche. Per la lavorazione completa di pezzi complessi, sono stati installati dei centri di tornitura e fresatura Hyperturn 100 Powermill di Emco ottenendo una lavorazione affidabile e completa...
-
 RETTIFICA DI INGRANAGGI DI TURBINE EOLICHE
RETTIFICA DI INGRANAGGI DI TURBINE EOLICHENegli ultimi anni, l’energia eolica è stata determinante per la riduzione delle emissioni di CO2. Le turbine eoliche sono sempre più grandi e potenti, solo una geometria degli ingranaggi perfettamente rettificata garantisce una trasmissione di potenza ottimale...
-
 FRESATURA DI PRECISIONE
FRESATURA DI PRECISIONELa ricerca della precisione e dell’affidabilità nelle lavorazioni è una operazione continua. E Sandvik Coromant ha risposto a questa sfida con un utensile per le applicazioni di fresatura su materiali ISO K e ISO P. CoroMill MF80...
-
 Kit utensili a fissaggio meccanico in promozione da Sorma
Kit utensili a fissaggio meccanico in promozione da SormaL’azienda veneziana Sorma propone alcune promozioni per offrire al mercato la gamma di utensili a fissaggio meccanico ad alte prestazioni del marchio Nikko Tools a condizioni molto vantaggiose. Sono disponibili diversi ‘Special kit’ che rispondono alle più...
Scopri le novità scelte per te
-
La transizione energetica spinge l’export italiano delle aziende Anie negli Stati Uniti
A fine 2023, le tecnologie italiane per l’energia, in particolare i sistemi per la produzione elettrica da...
-
Componenti ottimizzati per stampaggio a iniezione plastica voestalpine HPM Italia
Nell’ambito della vasta gamma dei suoi Engineered Products, voestalpine High Performance Metals Italia presenta le ultime soluzioni...



Mercato Tutti ▶
-
 La transizione energetica spinge l’export italiano delle aziende Anie negli Stati Uniti
La transizione energetica spinge l’export italiano delle aziende Anie negli Stati UnitiA fine 2023, le tecnologie italiane per l’energia, in particolare i sistemi per la...
-
 Cala in valore l’export di acciaio in Italia nel 2023 nell’analisi siderweb
Cala in valore l’export di acciaio in Italia nel 2023 nell’analisi siderwebÈ sceso del -16,9% nel 2023 l’export italiano di acciaio (prodotti della siderurgia, tubi...
-
 Mano robotica configurabile allo sviluppo con NSK e il Centro Aerospaziale Tedesco
Mano robotica configurabile allo sviluppo con NSK e il Centro Aerospaziale TedescoNSK e il Centro Aerospaziale Tedesco (DLR, Deutsches Zentrum für Luft – und Raumfahrt)...
Tecnologie Tutti ▶
-
 Connettività real-time Ethernet nel motion control con Hilscher
Connettività real-time Ethernet nel motion control con HilscherHilscher presenta netMotion, soluzione che integra funzionalità di motion control nel chip di rete...
-
 Stampa 3D in polimeri a elevata finitura superficiale con HP
Stampa 3D in polimeri a elevata finitura superficiale con HPHP ha presentato alla conferenza annuale AM Forum di Berlino alcune parti realizzate in...
-
 Sensori di forza/coppia a sensibilità aumentata nei cobot da Bota Systems
Sensori di forza/coppia a sensibilità aumentata nei cobot da Bota SystemsBota Systems presenta SensONE T5, sensore di forza/coppia che triplica la sensibilità dei cobot...


{kind=link}